
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Elektroteknik
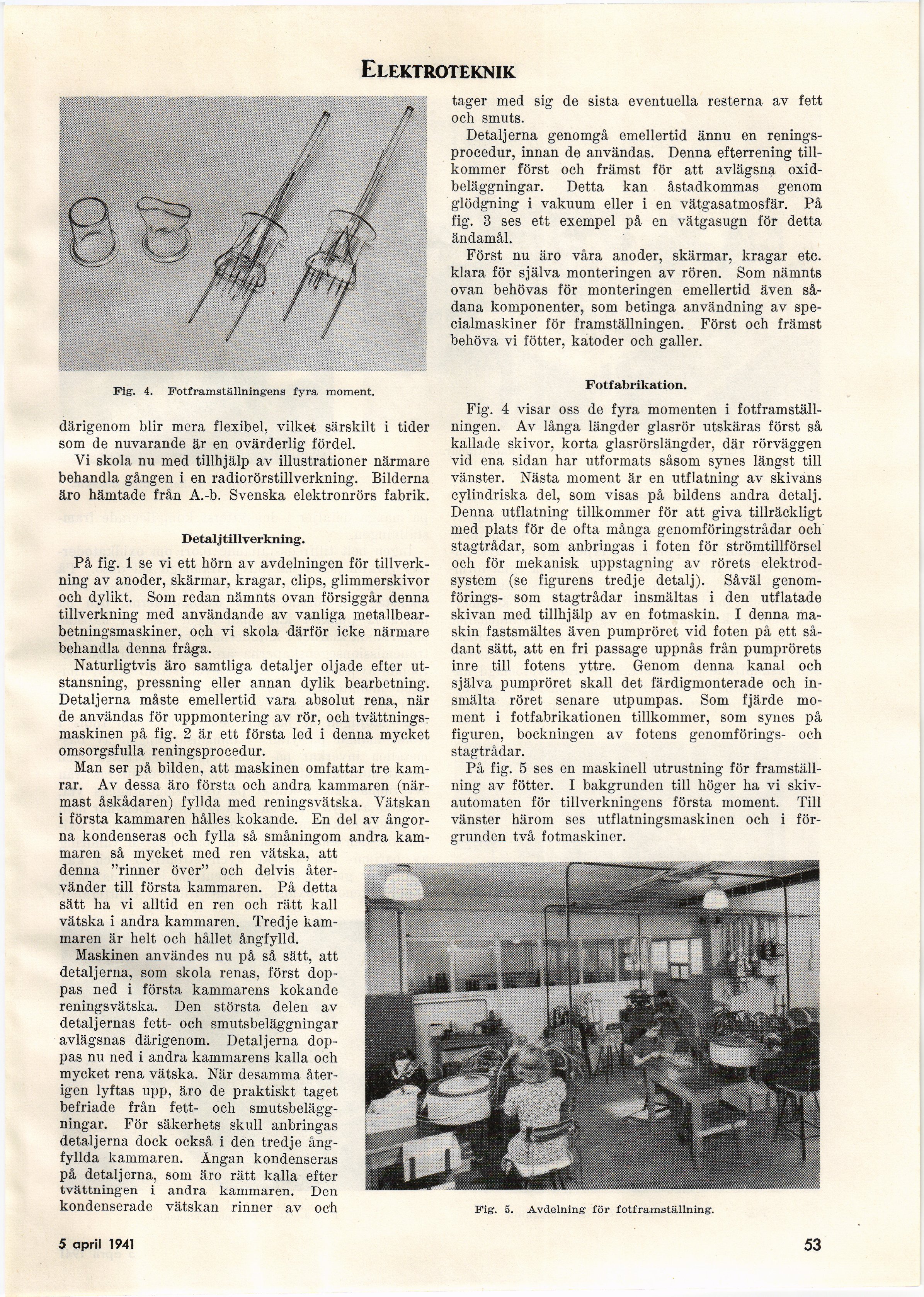
Fig. 4. Fotframställningens fyra moment.
därigenom blir mera flexibel, vilket särskilt i tider
som de nuvarande är en ovärderlig fördel.
Vi skola nu med tillhjälp av illustrationer närmare
behandla gången i en radiorörstillverkning. Bilderna
äro hämtade från A.-b. Svenska elektronrörs fabrik.
Detaljtillverkning.
På fig. 1 se vi ett hörn av avdelningen för
tillverkning av anoder, skärmar, kragar, clips, glimmerskivor
och dylikt. Som redan nämnts ovan försiggår denna
tillverkning med användande av vanliga
metallbear-betningsmaskiner, och vi skola därför icke närmare
behandla denna fråga.
Naturligtvis äro samtliga detaljer oljade efter
ut-stansning, pressning eller annan dylik bearbetning.
Detaljerna måste emellertid vara absolut rena, när
de användas för uppmontering av rör, och
tvättningsmaskinen på fig. 2 är ett första led i denna mycket
omsorgsfulla reningsprocedur.
Man ser på bilden, att maskinen omfattar tre
kamrar. Av dessa äro första och andra kammaren
(närmast åskådaren) fyllda med reningsvätska. Vätskan
i första kammaren hålles kokande. En del av
ångorna kondenseras och fylla så småningom andra
kammaren så mycket med ren vätska, att
denna "rinner över" och delvis
återvänder till första kammaren. På detta
sätt ha vi alltid en ren och rätt kall
vätska i andra kammaren. Tredje
kammaren är helt och hållet ångfylld.
Maskinen användes nu på så sätt, att
detaljerna, som skola renas, först
doppas ned i första kammarens kokande
reningsvätska. Den största delen av
detaljernas fett- och smutsbeläggningar
avlägsnas därigenom. Detaljerna
doppas nu ned i andra kammarens kalla och
mycket rena vätska. När desamma
återigen lyftas upp, äro de praktiskt taget
befriade från fett- och
smutsbeläggningar. För säkerhets skull anbringas
detaljerna dock också i den tredje
ång-fyllda kammaren. Ångan kondenseras
på detaljerna, som äro rätt kalla efter
tvättningen i andra kammaren. Den
kondenserade vätskan rinner av och
tager med sig de sista eventuella resterna av fett
och smuts.
Detaljerna genomgå emellertid ännu en
reningsprocedur, innan de användas. Denna efterrening
tillkommer först och främst för att avlägsna
oxidbeläggningar. Detta kan åstadkommas genom
glödgning i vakuum eller i en vätgasatmosfär. På
fig. 3 ses ett exempel på en vätgasugn för detta
ändamål.
Först nu äro våra anoder, skärmar, kragar etc.
klara för själva monteringen av rören. Som nämnts
ovan behövas för monteringen emellertid även
sådana komponenter, som betinga användning av
specialmaskiner för framställningen. Först och främst
behöva vi fötter, katoder och galler.
Fotfabrikation.
Fig. 4 visar oss de fyra momenten i
fotframställningen. Av långa längder glasrör utskäras först så
kallade skivor, korta glasrörslängder, där rörväggen
vid ena sidan har utformats såsom synes längst till
vänster. Nästa moment är en utflatning av skivans
cylindriska del, som visas på bildens andra detalj.
Denna utflatning tillkommer för att giva tillräckligt
med plats för de ofta många genomföringstrådar och
stagtrådar, som anbringas i foten för strömtillförsel
och för mekanisk uppstagning av rörets
elektrodsystem (se figurens tredje detalj). Såväl
genom-förings- som stagtrådar insmältas i den utflatade
skivan med tillhjälp av en fotmaskin. I denna
maskin fastsmältes även pumpröret vid foten på ett
sådant sätt, att en fri passage uppnås från pumprörets
inre till fotens yttre. Genom denna kanal och
själva pumpröret skall det färdigmonterade och
insmälta röret senare utpumpas. Som fjärde
moment i fotfabrikationen tillkommer, som synes på
figuren, bockningen av fotens genomförings- och
stagtrådar.
På fig. 5 ses en maskinell utrustning för
framställning av fötter. I bakgrunden till höger ha vi
skiv-automaten för tillverkningens första moment. Till
vänster härom ses utflatningsmaskinen och i
förgrunden två fotmaskiner.
Fig. 5. Avdelning för fotframställning.
5 april 1941
53
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}