
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
OPERATION 1 OPERATION 2 OPERATIOR 3
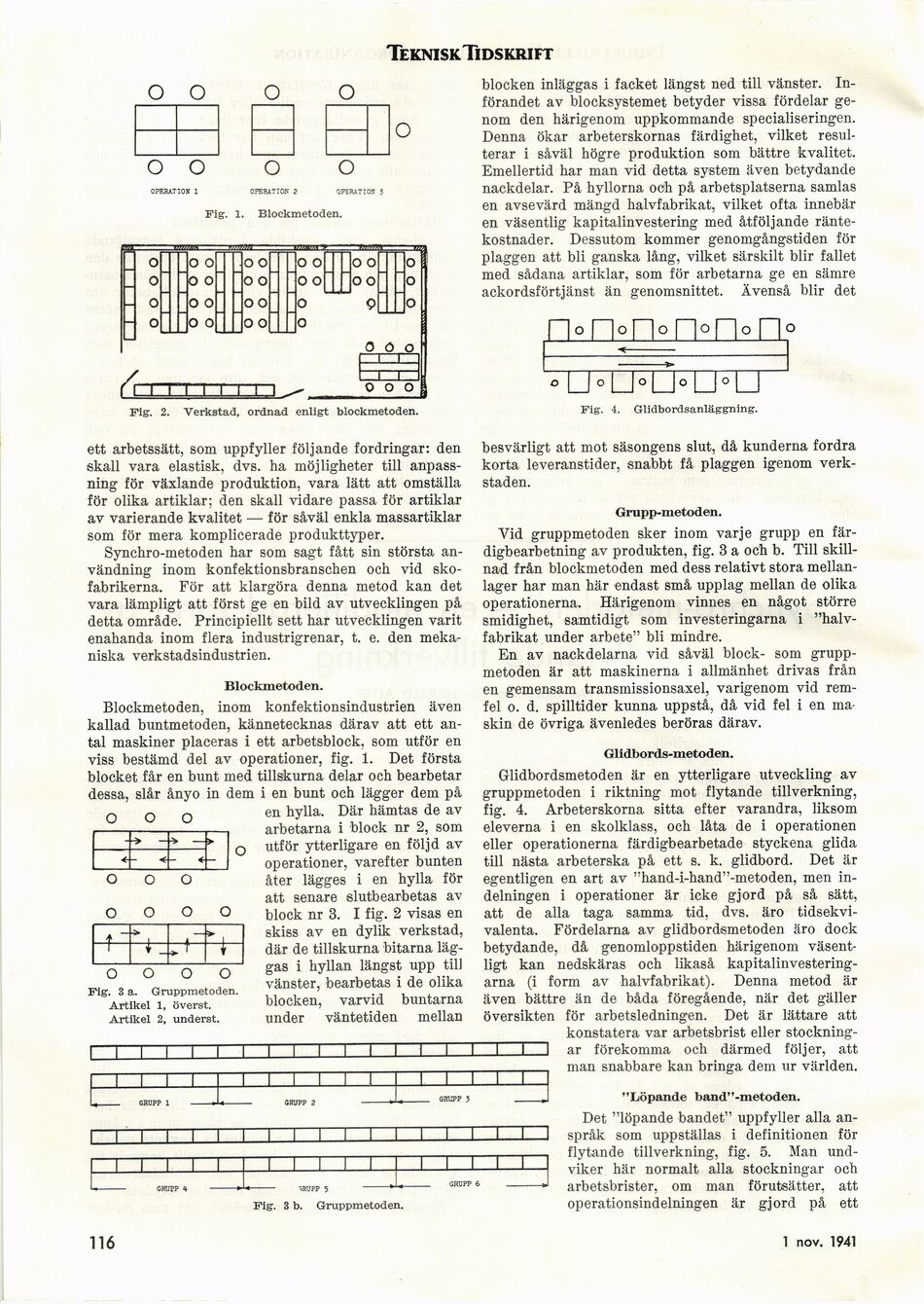
Fig. 1. Blockmetoden.
Fig. 2. Verkstad, ordnad enligt blockmetoden.
blocken inläggas i facket längst ned till vänster.
Införandet av blocksystemet betyder vissa fördelar
genom den härigenom uppkommande specialiseringen.
Denna ökar arbeterskornas färdighet, vilket
resulterar i såväl högre produktion som bättre kvalitet.
Emellertid har man vid detta system även betydande
nackdelar. På hyllorna oc!h på arbetsplatserna samlas
en avsevärd mängd halvfabrikat, vilket ofta innebär
en väsentlig kapitalinvestering med åtföljande
räntekostnader. Dessutom kommer genomgångstiden för
plaggen att bli ganska lång, vilket särskilt blir fallet
med sådana artiklar, som för arbetarna ge en sämre
ackordsförtjänst än genomsnittet. Ävenså blir det
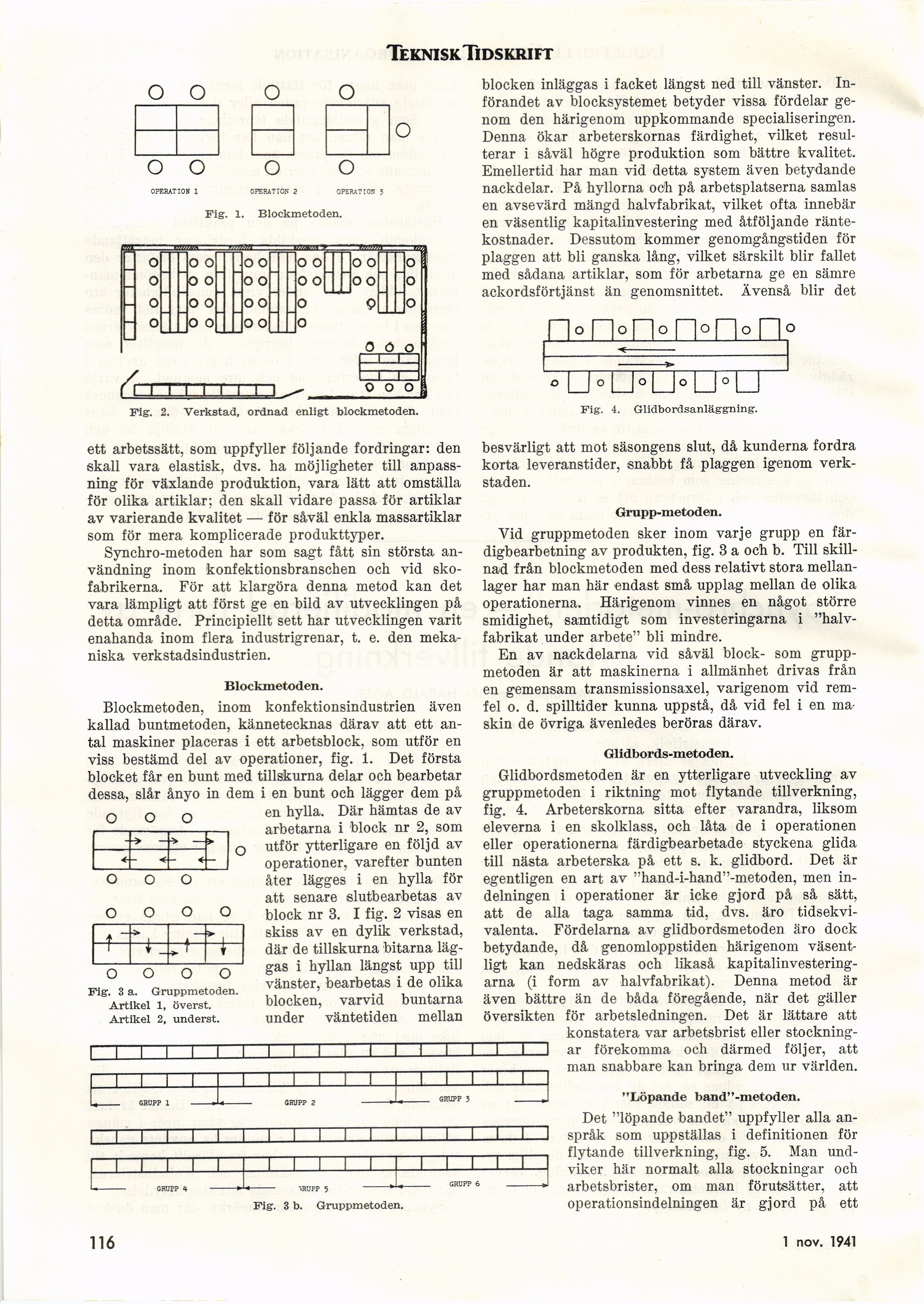
Fig. 4. Glidbordsanläggning.
ett arbetssätt, som uppfyller följande fordringar: den
skall vara elastisk, dvs. ha möjligheter till
anpassning för växlande produktion, vara lätt att omställa
för olika artiklar; den skall vidare passa för artiklar
av varierande kvalitet — för såväl enkla massartiklar
som för mera komplicerade produkttyper.
Synchro-metoden har som sagt fått sin största
användning inom konfektionsbranschen och vid
skofabrikerna. För att klargöra denna metod kan det
vara lämpligt att först ge en bild av utvecklingen på
detta område. Principiellt sett har utvecklingen varit
enahanda inom flera industrigrenar, t. e. den
mekaniska verkstadsindustrien.
Blockmetoden.
Blockmetoden, inom konfektionsindustrien även
kallad buntmetoden, kännetecknas därav att ett
antal maskiner placeras i ett arbetsblock, som utför en
viss bestämd del av operationer, fig. 1. Det första
blocket får en bunt med tillskurna delar och bearbetar
dessa, slår ånyo in dem i en bunt och lägger dem på
en hylla. Där hämtas de av
arbetarna i block nr 2, som
utför ytterligare en följd av
operationer, varefter bunten
åter lägges i en hylla för
att senare slutbearbetas av
block nr 3. I fig. 2 visas en
skiss av en dylik verkstad,
där de tillskurna bitarna
läggas i hyllan längst upp till
vänster, bearbetas i de olika
blocken, varvid buntarna
under väntetiden mellan
Fig. 3 a. Gruppmetoden.
Artikel 1, överst.
Artikel 2, underst.
besvärligt att mot säsongens slut, då kunderna fordra
korta leveranstider, snabbt få plaggen igenom
verkstaden.
Grupp-metoden.
Vid gruppmetoden sker inom varje grupp en
färdigbearbetning av produkten, fig. 3 a och b. Till
skillnad från blockmetoden med dess relativt stora
mellan-lager har man här endast små upplag mellan de olika
operationerna. Härigenom vinnes en något större
smidighet, samtidigt som investeringarna i
"halvfabrikat under arbete" bli mindre.
En av nackdelarna vid såväl block- som
gruppmetoden är att maskinerna i allmänhet drivas från
en gemensam transmissionsaxel, varigenom vid
remfel o. d. spilltider kunna uppstå, då vid fel i en
maskin de övriga ävenledes beröras därav.
Glidbords-metoden.
Glidbordsmetoden är en ytterligare utveckling av
gruppmetoden i riktning mot flytande tillverkning,
fig. 4. Arbeterskorna sitta efter varandra, liksom
eleverna i en skolklass, och låta de i operationen
eller operationerna färdigbearbetade styckena glida
till nästa arbeterska på ett s. k. glidbord. Det är
egentligen en art av "hand-i-hand"-metoden, men
indelningen i operationer är icke gjord på så sätt,
att de alla taga samma tid, dvs. äro
tidsekvivalenta. Fördelarna av glidbordsmetoden äro dock
betydande, då genomloppstiden härigenom
väsentligt kan nedskäras och likaså
kapitalinvesteringarna (i form av halvfabrikat). Denna metod är
även bättre än de båda föregående, när det gäller
översikten för arbetsledningen. Det är lättare att
konstatera var arbetsbrist eller
stockning-ar förekomma och därmed följer, att
man snabbare kan bringa dem ur världen.
Fig. 3 b. Gruppmetoden.
"Löpande band"-metoden.
Det "löpande bandet" uppfyller alla
anspråk som uppställas i definitionen för
flytande tillverkning, fig. 5. Man
undviker här normalt alla stockningar och
arbetsbrister, om man förutsätter, att
operationsindelningen är gjord på ett
116
1 nov. 1941
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}