
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Kemi
Fig. 3. Arbetsbord för "roterande" gjutning-,
svnes naturliga utveckling, för att ytterligare
rationalisera gjuteriarbetet.
I ett gjuteri för framställning av fältspatäkta
porslin utfördes praktiskt taget all gjutning med
gipsformarna i rotation. Formarna voro placerade på
spindlar, monterade på ett roterande bord som fig.
3 visar. Bordet och spindlarna voro icke
maskindrivna. Antalet spindlar per bord varierade mellan 10
och 12 st. Då alla formar voro fyllda med gjutmassa,
stod gjutaren vid bordet, som för hand sattes i
långsam rotation, så att spindlarna passerade förbi
gjutaren, som då även satte spindlarna i långsam rotation.
Varje gång en spindel passerade gjutaren ändrades
rotationsriktningen, varigenom en fullkomligt
homogen vara erhölls. På fig. 3 är gjutningen avslutad
och gjutaren är sysselsatt med uppbrytning av
formen.
I ovannämnda gjuteri användes även en mycket
enkel och till synes effektiv metod för fonddekorering
av gjutna prydnadspjäser med relieffigurer, såsom
vaser, lampfötter m. m. Före igjutningen av vit massa
delades formen ocli en tunn engobefärgshinna målades
med pensel över reliefen. Därefter hopsattes formen
och fylldes med gjutmassan. Då gjutningen var
färdig och den gjutna pjäsen tagits ur formen, var
reliefen överdragen med den avsedda färgen, och då
pjäsen var läderhård mötte det inga svårigheter att
retuschera dekoren med en skrapkniv, så att
konturer och ursparningar blevo jämna och skarpa. Man
erhöll härigenom en tilltalande dekoreffekt under
glasyren på den färdiga varan.
Formning.
Formningen av rotationskroppar utfördes både
manuellt med vanlig handbåge och automatiskt i
specialbyggda automatmaskiner. Vid kvalitetstillverkning
användes uteslutande handmetoden, som endast
visade föråldrade tillverkningsdetaljer. Sålunda
stampades alltid massabladet vid flatgodstillverkningen.
Den automatiska formningen utfördes vid maskiner
av varierande storlek. En helautomatisk
formningsmaskin för koppar och flatgods, tillverkas i utprovade
enheter från den minsta, transportabla 1-spindliga
maskinen, som har en kapacitet av 900 st. per tim.,
upp till de största hittills byggda på 12 st. spindlar,
där kapaciteten går upp till 14 400 st. per tim. Dessa
automatmaskiner äro med undantag av den
1-spindliga i princip byggda så, att arbetsformen sitter fast
monterad på gungorna till en torkelevator. Då
gungorna passera genom den egentliga formningsmaskinen
faller först ett massablad över formen, vilket blad
automatiskt avskäres från en kontinuerligt
framma-tad massasträng från en vakuumkran, en för varje
spindel. Nästa steg i utformningen följer, då gungan
passerar pressningen, där elektriskt uppvärmda
stålmatriser pressa ut massabladet, så att det ligger still
på formen, då vid nästa och sista fas vid
formgivningen roterande schabloner utföra formningsarbetet.
Gungorna förflyttas stegvis, så att de befinna sig i
vila, då varje operation enl. ovanstående utföres. Vid
en annan typ lyftes arbetsformen ur gungan av
roterande spindlar, som föra upp arbetsstycket mot
stillastående schabloner. De senast byggda maskinerna
arbeta efter detta system, som bland andra fördelar
uppvisar avsevärt minskade kostnader för schabloner.
Sedan godset plockats av arbetsformen, efter
passerandet av en torkanläggning, placerades det på
transportband, som passerade en rad putsplatser. Vid
putsningen av koppar användes en vertikal spindel
på vars putsdocka kopparna placerades under
svamp-ningen och kantavskärningen. Den kniv, som utförde
kantavskärningen, var fastmonterad på en hävstång,
vilken manövrerades med en fotpedal. Med dessa
anordningar putsades ca 500 koppar per tim.
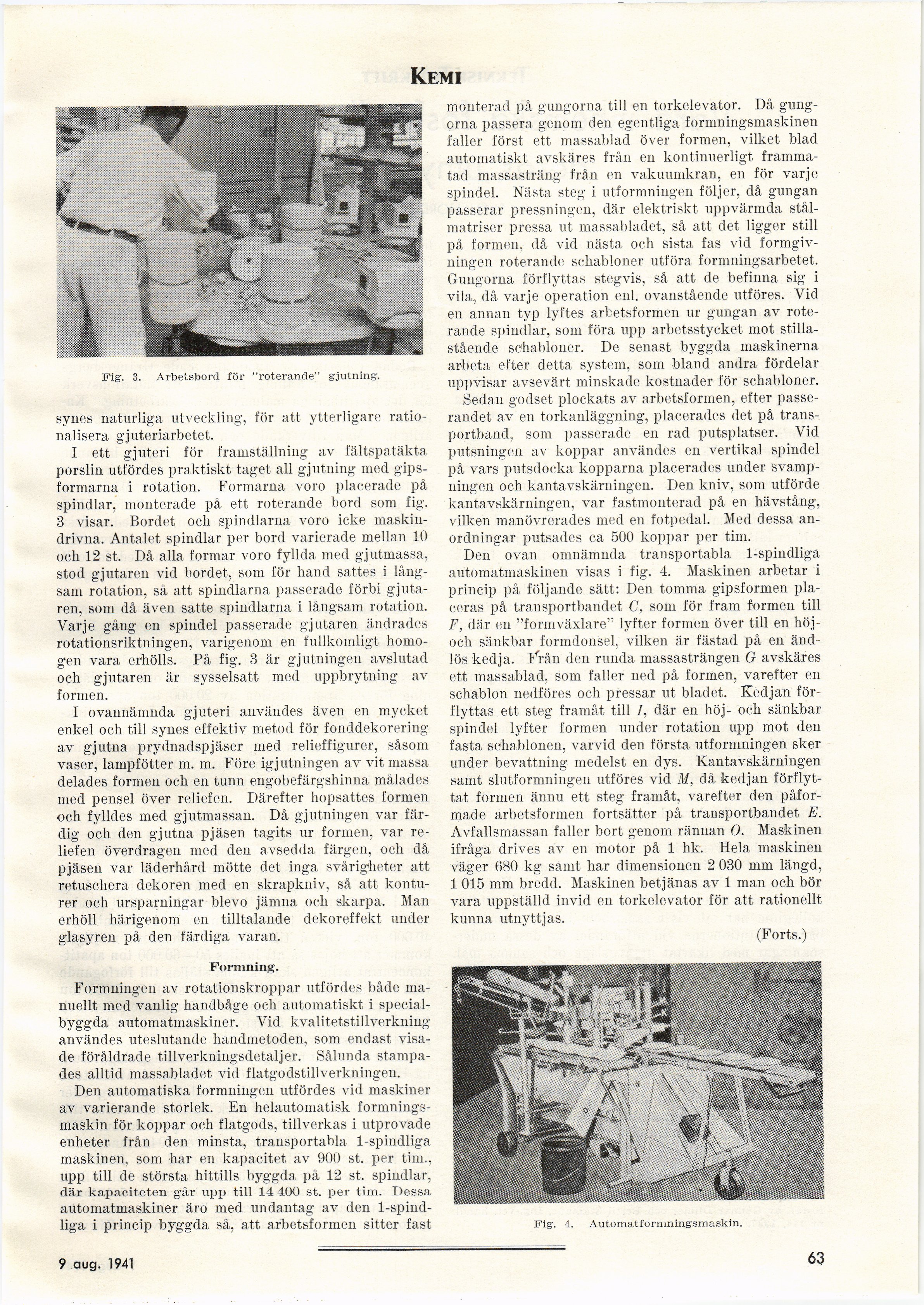
Den ovan omnämnda transportabla 1-spindliga
automatmaskinen visas i fig. 4. Maskinen arbetar i
princip på följande sätt: Den tomma gipsformen
placeras på transportbandet C, som för fram formen till
F, där en "formväxlare" lyfter formen över till en
höj-och sänkbar formdonsel, vilken är fästad på en
ändlös kedja. Från den runda massasträngen G avskäres
ett massablad, som faller ned på formen, varefter en
schablon nedföres och pressar ut bladet. Kedjan
förflyttas ett steg framåt till /, där en höj- och sänkbar
spindel lyfter formen under rotation upp mot den
fasta schablonen, varvid den första utformningen sker
under bevattning medelst en dys. Kantavskärningen
samt slutformningeii utföres vid M, då kedjan
förflyttat formen ännu ett steg framåt, varefter den
påformade arbetsformen fortsätter på transportbandet E.
Avfallsmassan faller bort genom rännan O. Maskinen
ifråga drives av en motor på 1 hk. Hela maskinen
väger 680 kg samt har dimensionen 2 030 mm längd,
1 015 mm bredd. Maskinen betjänas av 1 man och bör
vara uppställd invid en torkelevator för att rationellt
kunna utnyttjas.
(Forts.)
Fig. 4. Automatformningsmaskin.
13 sept. 1941
63
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}