
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
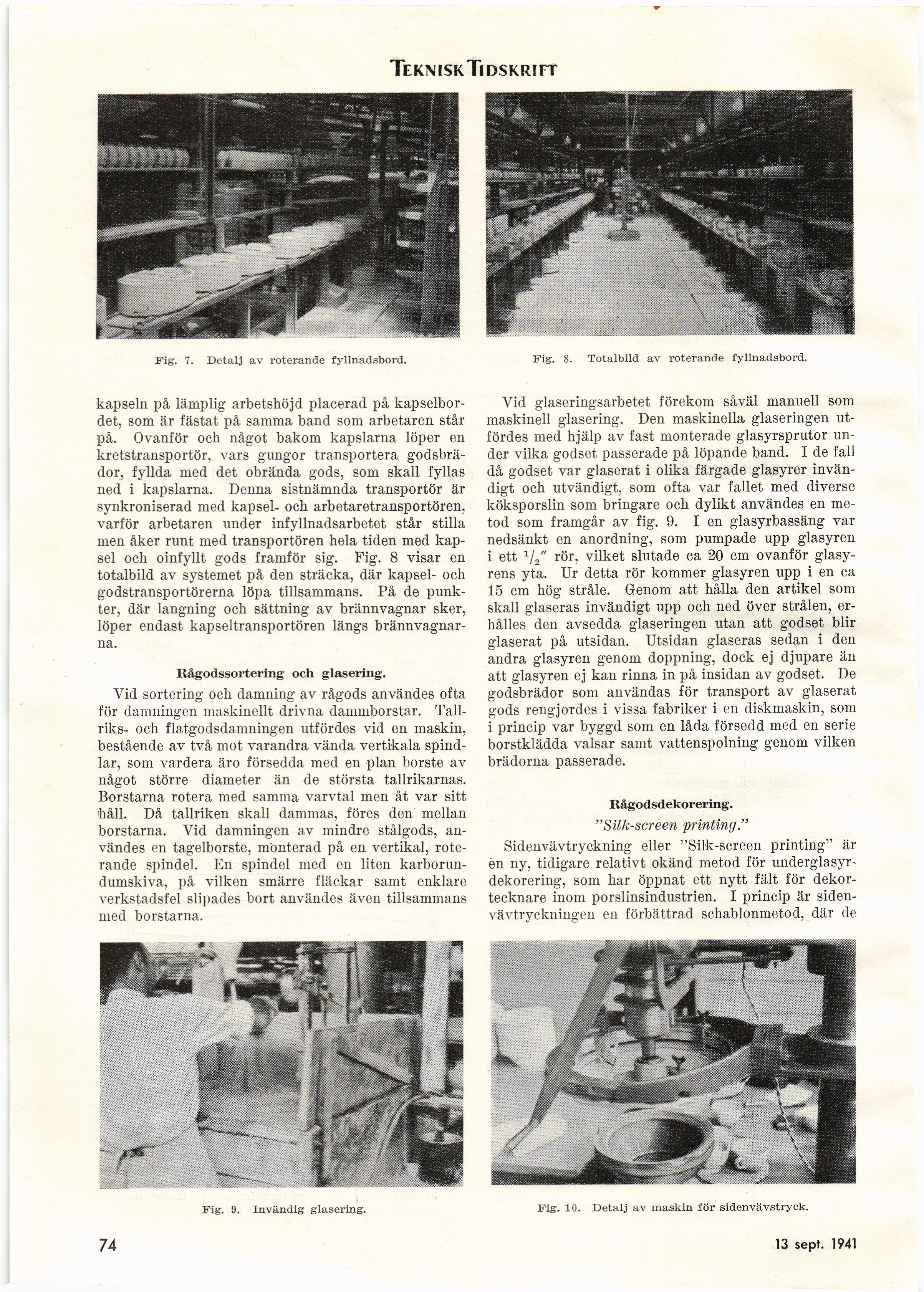
Fig. 7. Detalj av roterande fyllnadsbord.
kapseln på lämplig’ arbetshöjd placerad på
kapselbordet, som är fästat på samma band som arbetaren står
på. Ovanför och något bakom kapslarna löper en
kretstransportör, vars gungor transportera
godsbrädor, fyllda med det obrända gods, som skall fyllas
ned i kapslarna. Denna sistnämnda transportör är
synkroniserad med kapsel- och arbetaretransportören,
varför arbetaren under infyllnadsarbetet står stilla
men åker runt med transportören hela tiden med
kapsel och oinfyllt gods framför sig. Fig. 8 visar en
totalbild av systemet på den sträcka, där kapsel- och
godstransportörerna löpa tillsammans. På de
punkter, där langning och sättning av brännvagnar sker,
löper endast kapseltransportören längs
brännvagnarna.
Rågodssortering och glasering.
Vid sortering och dämning av rågods användes ofta
för damningen maskinellt drivna dammborstar.
Tall-riks- och flatgodsdamningen utfördes vid en maskin,
bestående av två mot varandra vända vertikala
spindlar, som vardera äro försedda med en plan borste av
något större diameter än de största tallrikarnas.
Borstarna rotera med samma varvtal men åt var sitt
’håll. Då tallriken skall dammas, föres den mellan
borstarna. Vid damningen av mindre stålgods,
användes en tagelborste, monterad på en vertikal,
roterande spindel. En spindel med en liten
karborun-dumskiva, på vilken smärre fläckar samt enklare
verkstadsfel slipades bort användes även tillsammans
med borstarna.
Fig. 8. Totalbild av roterande fyllnadsbord.
Vid glaseringsarbetet förekom såväl manuell som
maskinell glasering. Den maskinella glaseringen
utfördes med hjälp av fast monterade glasyrsprutor
under vilka godset passerade på löpande band. I de fall
då godset var glaserat i olika färgade glasyrer
invändigt och utvändigt, som ofta var fallet med diverse
köksporslin som bringare och dylikt användes en
metod som framgår av fig. 9. I en glasyrbassäng var
nedsänkt en anordning, som pumpade upp glasyren
i ett 1/2" rör, vilket slutade ca 20 cm ovanför
glasyrens yta. Ur detta rör kommer glasyren upp i en ca
15 cm hög stråle. Genom att hålla den artikel som
skall glaseras invändigt upp och ned över strålen,
erhålles den avsedda glaseringen utan att godset blir
glaserat på utsidan. Utsidan glaseras sedan i den
andra glasyren genom doppning, dock ej djupare än
att glasyren ej kan rinna in på insidan av godset. De
godsbrädor sona användas för transport av glaserat
gods rengjordes i vissa fabriker i en diskmaskin, som
i princip var byggd som en låda försedd med en serie
borstklädda valsar samt vattenspolning genom vilken
brädorna passerade.
Rågodsdekor ering.
"Silk-screen printing."
Sidenvävtryckning eller "Silk-screen printing" är
èn ny, tidigare relativt okänd metod för
underglasyr-dekorering, som liar öppnat ett nytt fält för
dekortecknare inom porslinsindustrien. I princip är
siden-vävtryckningen en förbättrad schablonmetod, där de
Fig. 9. Invändig glasering. I?ig. 10. Detalj av maskin för sidenvävstryck.
74
12 april 1941
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}