
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Mekanik.
att utifrån inställa lyfthöjderna tillräckligt noggrant,
bestämdes lyfthöjden genom mellanlägg, pressade
mellan ventil och säte. Den nedan angivna
lyfthöjden hänför sig till fria genomloppet och är sålunda
något lägre än mellanläggets tjocklek.
Ventildiametern var 27 mm, ventilsätena plana, Modell s. k.
rak genomgång.
Vid mätningarna konstaterades i överensstämmelse
med många andra resultat, att exponenten för
vatten-hastigheten ej är 2, om friktionskoefficienten skall
bliva konstant vid varierande vattenmängd, oc.h att
detta jämväl gäller vid strypt ventil, om
vattenmängden ändras vid samma inställning. Något värde på
exponenten kan icke angivas, då resultaten voro
alltför ojämna. Friktionskoefficienten tycktes stiga vid
hastigheter i strypta arean lägre än cirka 10 m/sek.
men höll sig konstant vid högre eller kanske
genomlöpte ett minsta värde vid cirka 12 m/sek. Under
12 m/sek. i strypta arean torde exponenten variera
med strypningen och röra sig kring 1,75 vid 0.5 %
ventillyft, 1,80 vid cirka 1 à 3 % ventillyft och 1,85
vid 5 % ventillyft.
I vad mån mätningarna stämma med Schrenks
värden framgår av tabell 3.
Tabell 3.
Lyfthöjd Värdet l och C vid en hastighet stryparean på f enl. fig. 12 j
5 m/sek. 10 m/sek. Plant säte Koniskt säte
1 d £ 1 ~d C
0,61 127’000 1,59 104 000 1,30 (1,05) (1,88)
1,18 26 000 1,24 22 800 1,08 (1,10) (1,88)
2,43 5 400 1,07 4 700 0,94 (1,25) (1,88)
4,86 1450 1,15 1350 1,07 2,21 1,88
ti d2 • .
tionsarean A var ventilareari ^ , där d = ventil-
diametern. Med detta värde på ip beräknades
pj JL
y.)’
+ (rj
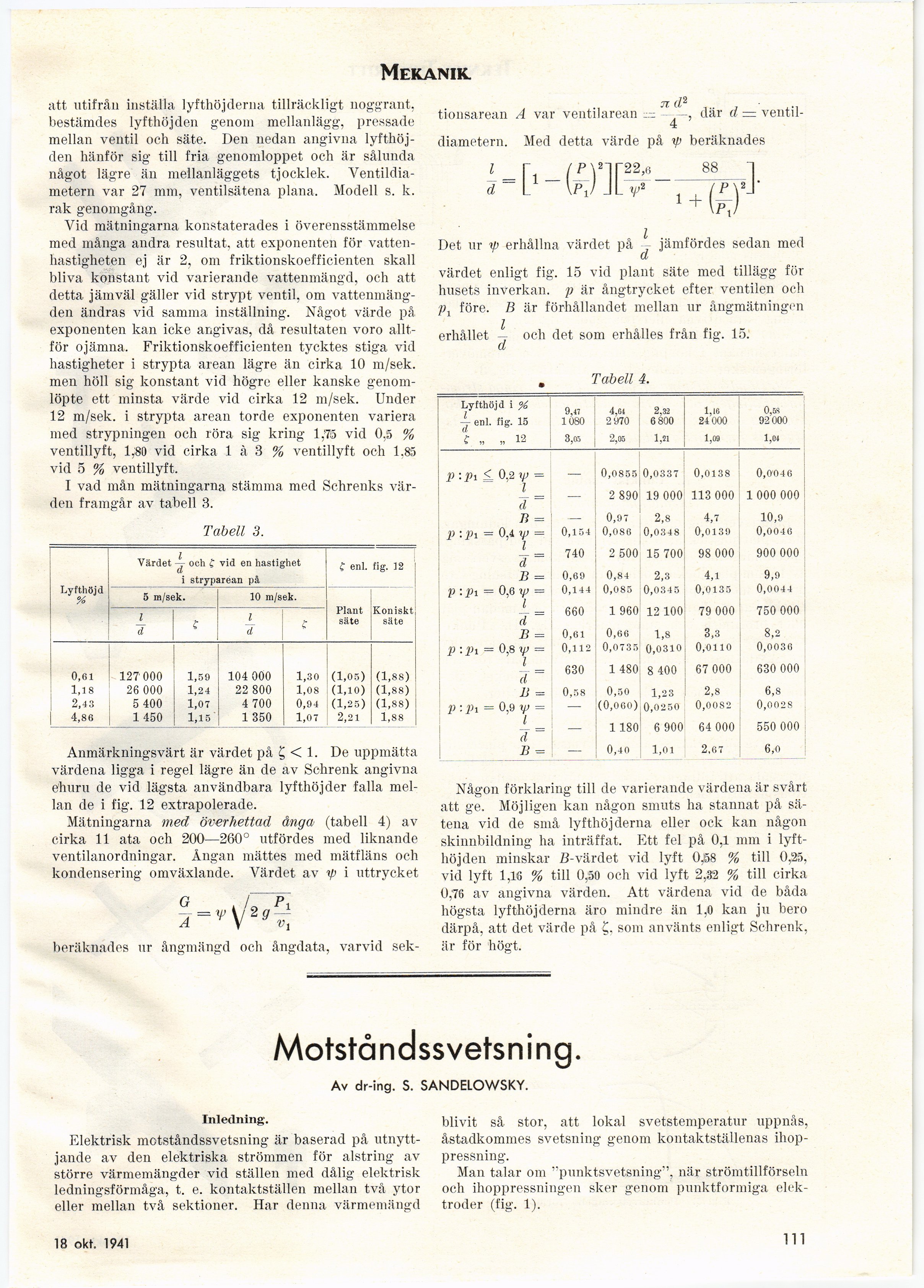
Det ur erhållna värdet på – jämfördes sedan med
d
värdet enligt fig. 15 vid plant säte med tillägg för
husets inverkan, p är ångtrycket efter ventilen och
pt före. B är förhållandet mellan ur ångmätningen
erhållet — och det som erhålles från fig. 15.
d
Tabell 4.
Lyfthöjd i %
enl. fig. 15
t „ „ 12
9,47
1080
3,05
4,64
2 970
2,05
2,32
6 800
1,21
p : pi < 0,2 y> = —
Anmärkningsvärt är värdet på t, < 1. De uppmätta
värdena ligga i regel lägre än de av Schrenk angivna
ehuru de vid lägsta användbara lyfthöjder falla
mellan de i fig. 12 extrapolerade.
Mätningarna med överhettad ånga (tabell 4) av
cirka 11 ata och 200—260° utfördes med liknande
ventilanordningar. Ångan mättes med mätfläns och
kondensering omväxlande. Värdet av y> i uttrycket
G 4 L P\
beräknades ur ångmängd och ångdata, varvid sek-
d
B =
p : pi = 0,4 y> =
J. _
d ~~
B =
p : pi = 0,6 y) =
l _
d
11 =
p : pi — 0,8 ip =
l _
d ~
B =
p : Pi = 0,9 v =
l _
d ~
B =
0,154
740
0,69
0,144
660
0,61
0,112
630
0,58
0,0855
2 890;
0,97
0,086
2 500
0,84
0,085
1 960
0,66
0,0735
1 480
0,50
(0,060)
1 180
0,40
0,0337
19 000
2,8
0,0348
15 700
2,3
0,034 5
12 100
1,8
0,0310
8 400
1,23
0,0250
6 900
1,01
1,16
24 000
1,09
0,0138
113 000
4.7
0,0139
98 000
4,1
0,0135
79 000
3,3
0,0110
67 000
2.8
0,0082
64 000
2,67
0,58
92 000
1,04
0,0046
1 000 000
10,9
0,0046
900 000
9,9
0,0044
750 000
8,2
0,0036
630 000
6,8
0,0028
550 000
6,0
Någon förklaring till de varierande värdena är svårt
att ge. Möjligen kan någon smuts ha stannat på
sätena vid de små lyfthöjderna eller ock kan någon
skinnbildning ha inträffat. Ett fel på 0,1 mm i
lyft-höjden minskar ß-värdet vid lyft 0,58 % till 0,25,
vid lyft 1,1’6 % till 0,50 och vid lyft 2,32 % till cirka
0,76 av angivna värden. Att värdena vid de båda
högsta lyfthöjderna äro mindre än 1,0 kan ju bero
därpå, att det värde på som använts enligt Schrenk,
är för liögt.
Motståndssvetsning.
Av dr-ing. S. SANDELOWSKY.
Inledning-.
Elektrisk motståndssvetsning är baserad på
utnyttjande av den elektriska strömmen för alstring av
större värmemängder vid ställen med dålig elektrisk
ledningsförmåga, t. e. kontaktställen mellan två ytor
eller mellan två sektioner. Har denna värmemängd
blivit så stor, att lokal svetstemperatur uppnås,
åstadkommes svetsning genom kontaktställenas
ihop-pressning.
Man talar om "punktsvetsning", när strömtillförseln
och ihoppressningen sker genom punktformiga
elektroder (fig. 1).
20 sept. 1941
111
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}