
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Bergsv etenskap
Fig. 4. Botten av vertikal retortugn.
Trots utnyttjandet av avgasvärmet i ett
regeneratorsystem under retorterna är värmeekonomien mycket
dålig. Ca 13 % av kolets värmevärde utnyttjas.
Totala zinkutbytet uppgår till 85—90 %. Zinkens
sammansättning är i hög grad beroende av
utgångsmaterialets renhet. Vanligen håller metallen 98—
99 % Zn med Pb, Fe och Cd som huvudföroreningar.
En absolut given förutsättning för en lönande
tillverkning enligt denna metod är tillgång på billigt bränsle.
Termiska vertikalretortprocessen.
Det modernare vertikalretortförfarandet har
utarbetats vid New Jersey Zinc Co., där den första
enheten kom i drift 1929.
Processens princip är kontinuerlig drift i större
enheter. Beskickningen utgöres av briketter av
rost-gods och kolstybb med tjära, melass eller dylikt som
bindemedel. Briketterna brännas vid 700—900°C
genom direkt värmning med avgaser från retortugnen.
Briketterna inmatas varma i retorterna. Dessa äro
ca 8 m höga och 0,3 X 2 m i tvärsnitt och äro
gastätt hopfogade av kiselkarbidtegel. Nedtill äro de
försedda med plåtkylare, nedmatningsvals, vattenlås
och utmatningsskruv. Retorterna värmas utifrån
med exempelvis generatorgas till ca 1 300°C. De
ut-reducerade zinkångorna pressas genom nedtill införda
förbränningsgaser upp genom beskickningen och
genom avgasrör til! kondensorn, där zinken till stor
del avskiljes i flyl;. de förrn, samt slutligen till ett
tvättorn, där sista zinkresterna uttvättas. Avgasen
som till stor del består av CO förbrännes utanför
retorterna. Zinkutbytet uppgives vara ca 92 %.
Uppgifter beträffande metallens renhetsgrad saknas, men
den torde vara ungefär densamma som vid
horison-talretortprocessen. Produktionen i en retort av ovan
angivna dimensioner är ca 4^5 ton zink per dygn.
Vertikalretortmetodens fördelar framför
horison-talretortmetoden äro flera. Arbetslönerna äro
ungefär hälften så stora, retorternas livslängd är större,
värmeekonomien är något bättre och metallutbytet
är högre.
En given förutsättning för metoden är dock som
beträffande horisontalretortmetoden tillgång på
billigt bränsle.
Trollhättans elektrotermiska process.
Den höga bränsleåtgången vid förutnämnda
metoder, som mestadels är beroende av den indirekta
värmningen av godset, har stimulerat intresset för
utarbetande av metoder, där direkt värmning av god-
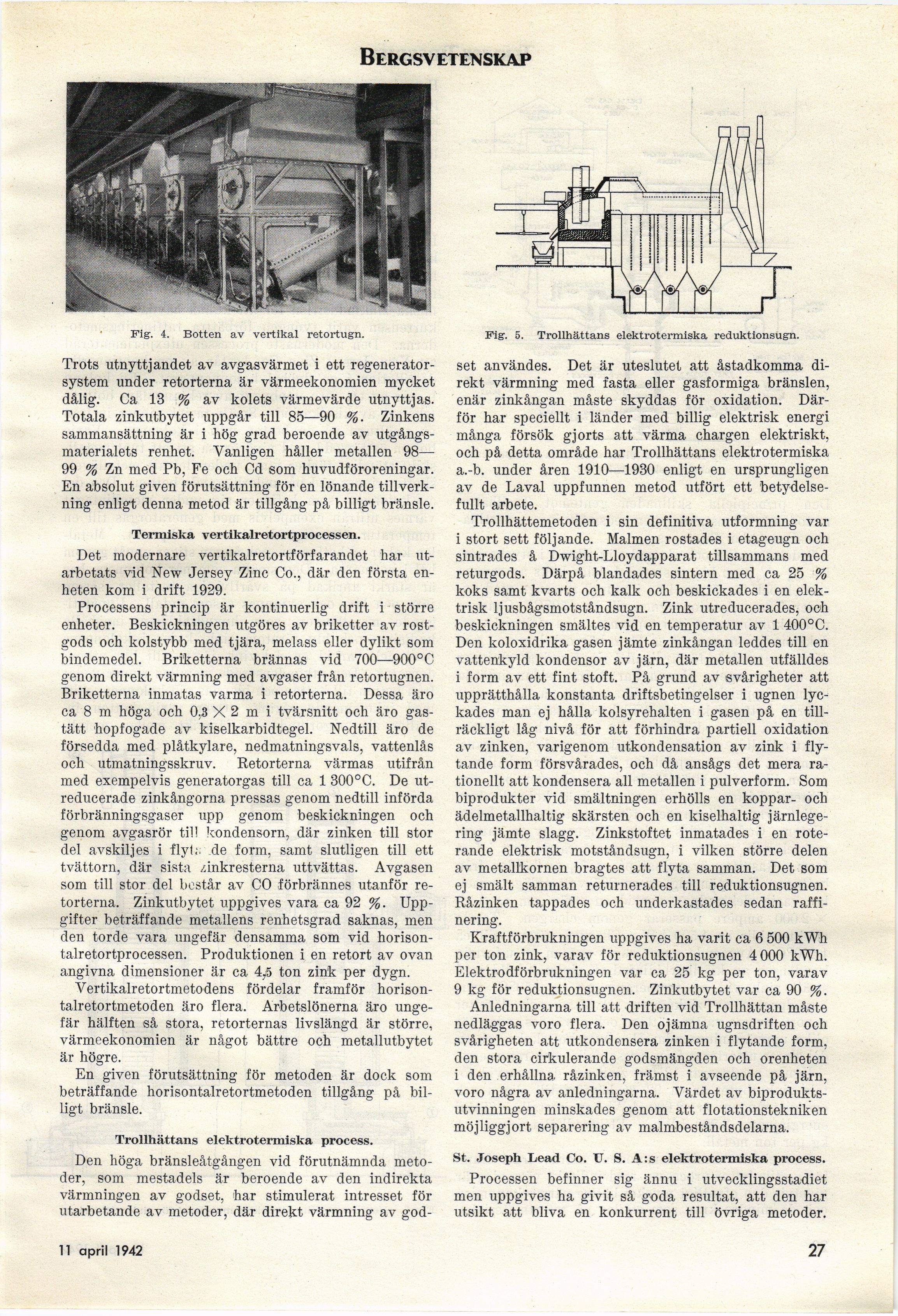
Fig. 5. Trollhättans elektrotermiska reduktionsugn.
set användes. Det är uteslutet att åstadkomma
direkt värmning med fasta eller gasformiga bränslen,
enär zinkångan måste skyddas för oxidation.
Därför har speciellt i länder med billig elektrisk energi
många försök gjorts att värma chargen elektriskt,
och på detta område har Trollhättans elektrotermiska
a.-b. under åren 1910—1930 enligt en ursprungligen
av de Laval uppfunnen metod utfört ett
betydelsefullt arbete.
Trollhättemetoden i sin definitiva utformning var
i stort sett följande. Malmen rostades i etageugn och
sintrades å Dwight-Lloydapparat tillsammans med
returgods. Därpå blandades sintern med ca 25 %
koks samt kvarts och kalk och beskickades i en
elektrisk ljusbågsmotståndsugn. Zink utreducerades, och
beskickningen smältes vid en temperatur av 1 400°C.
Den koloxidrika gasen jämte zinkångan leddes till en
vattenkyld kondensor av järn, där metallen utfälldes
i form av ett fint stoft. På grund av svårigheter att
upprätthålla konstanta driftsbetingelser i ugnen
lyckades man ej hålla kolsyrehalten i gasen på en
tillräckligt låg nivå för att förhindra partiell oxidation
av zinken, varigenom utkondensation av zink i
flytande form försvårades, och då ansågs det mera
rationellt att kondensera all metallen i pulverform. Som
biprodukter vid smältningen erhölls en koppar- och
ädelmetallhaltig skärsten och en kiselhaltig
järnlegering jämte slagg. Zinkstoftet inmatades i en
roterande elektrisk motståndsugn, i vilken större delen
av metallkornen bragtes att flyta samman. Det som
ej smält samman returnerades till reduktionsugnen.
Råzinken tappades och underkastades sedan
raffinering.
Kraftförbrukningen uppgives ha varit ca 6 500 kWh
per ton zink, varav för reduktionsugnen 4 000 kWh.
Elektrodförbrukningen var ca 25 kg per ton, varav
9 kg för reduktionsugnen. Zinkutbytet var ca 90 %.
Anledningarna till att driften vid Trollhättan måste
nedläggas voro flera. Den ojämna ugnsdriften och
svårigheten att utkondensera zinken i flytande form,
den stora cirkulerande godsmängden och orenheten
i den erhållna, råzinken, främst i avseende på järn,
voro några av anledningarna. Värdet av
biproduktsutvinningen minskades genom att flotationstekniken
möjliggjort separering av malmbeståndsdelarna.
St. Joseph Lead Co. U. S. A:s elektrotermiska process.
Processen befinner sig ännu i utvecklingsstadiet
men uppgives ha givit så goda resultat, att den har
utsikt att bliva en konkurrent till övriga metoder.
11 april 1942
27
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}