
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
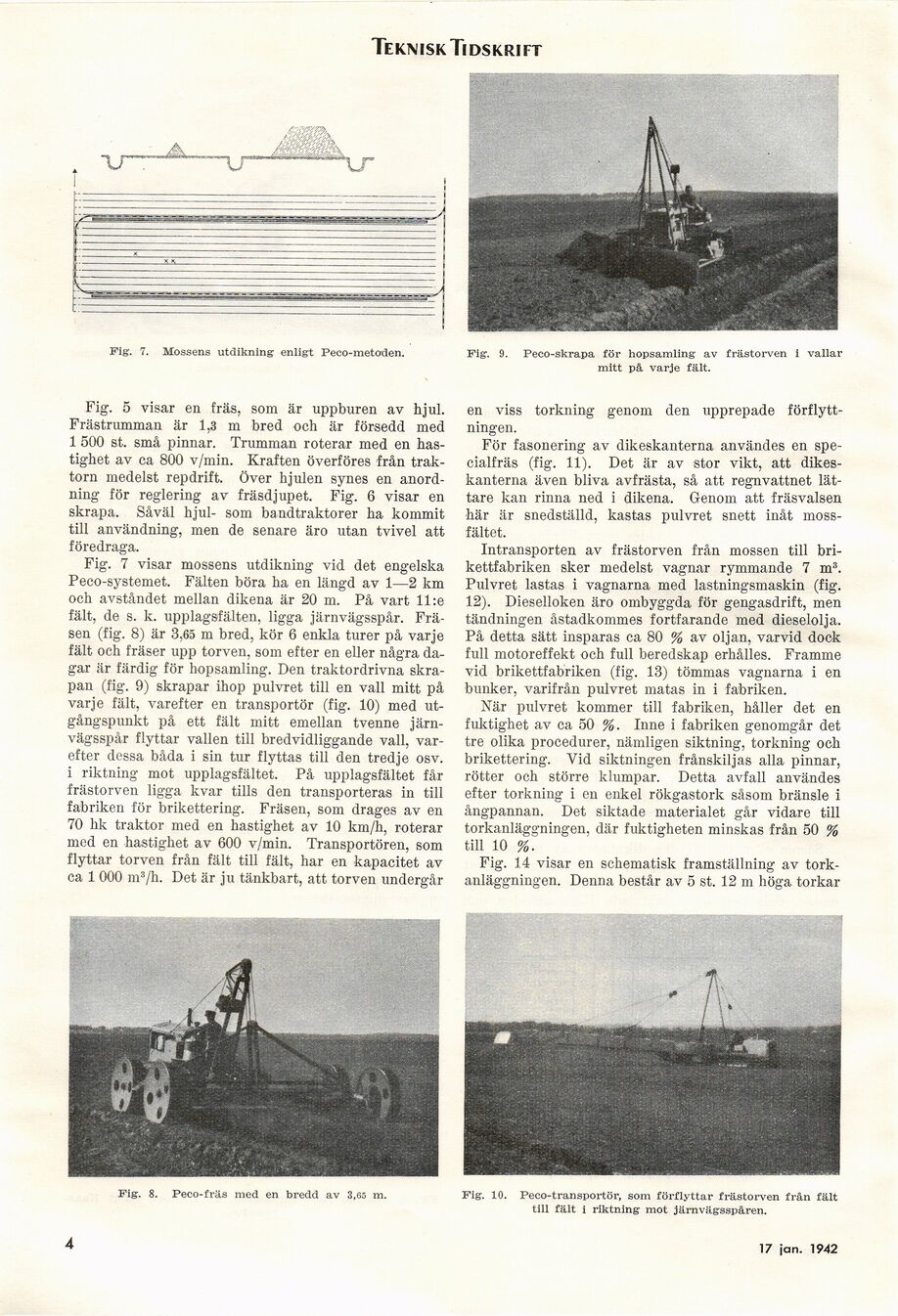
Fig. 7. Mossens utdikning- enligt Peco-metoden.
Fig. 5 visar en fräs, som är uppburen av hjul.
Frästrumman är 1,3 m bred och är försedd med
1 500 st. små pinnar. Trumman roterar med en
hastighet av ca 800 v/min. Kraften överföres från
traktorn medelst repdrift. Över hjulen synes en
anordning för reglering av fräsdjupet. Fig. 6 visar en
skrapa. Såväl hjul- som bandtraktorer ha kommit
till användning, men de senare äro utan tvivel att
föredraga.
Fig. 7 visar mossens utdikning vid det engelska
Peco-systemet. Fälten böra ha en längd av 1—2 km
och avståndet mellan dikena är 20 m. På vart 11 :e
fält, de s. k. upplagsfälten, ligga järnvägsspår.
Frä-sen (fig. 8) är 3,65 m bred, kör 6 enkla turer på varje
fält och fräser upp torven, som efter en eller några
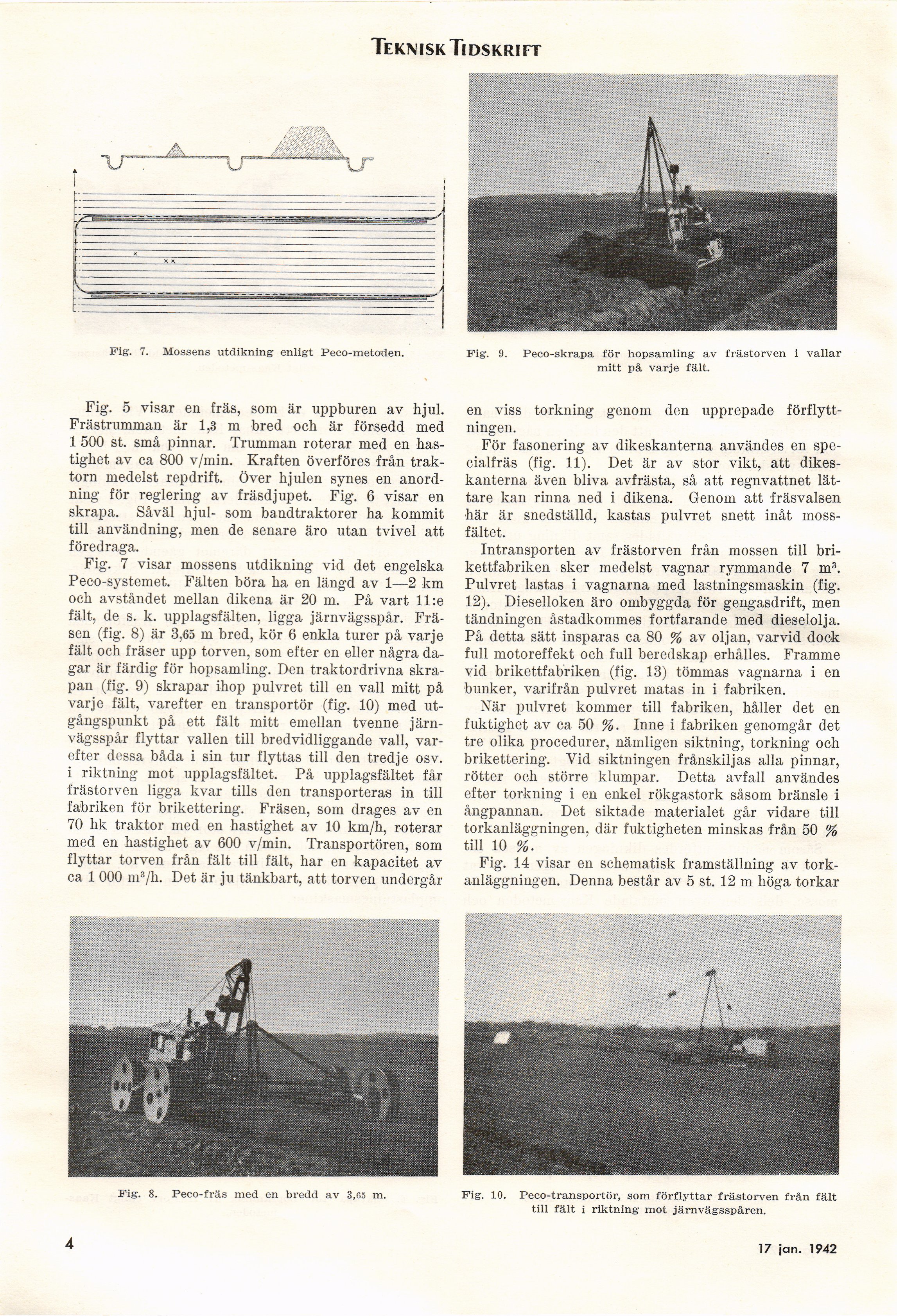
dagar är färdig för hopsamling. Den traktordrivna
skrapan (fig. 9) skrapar ihop pulvret till en vall mitt på
varje fält, varefter en transportör (fig. 10) med
utgångspunkt på ett fält mitt emellan tvenne
järnvägsspår flyttar vallen till bredvidliggande vall,
varefter dessa båda i sin tur flyttas till den tredje osv.
i riktning mot upplagsfältet. På upplagsfältet får
frästorven ligga kvar tills den transporteras in till
fabriken för brikettering. Fräsen, som drages av en
70 hk traktor med en hastighet av 10 km/h, roterar
med en hastighet av 600 v/min. Transportören, som
flyttar torven från fält till fält, har en kapacitet av
ca 1 000 m3/h. Det är ju tänkbart, att torven undergår
Fig. 8. Peco-fräs med en bredd av 3,65 m.
4
■■■
Si • ’jf?i
■■■■■■■■I
Fig. 9. Peco-skrapa för hopsamling av frästorven i vallar
mitt på varje fält.
en viss torkning genom den upprepade
förflyttningen.
För fasonering av dikeskanterna användes en
spe-cialfräs (fig. 11). Det är av stor vikt, att
dikeskanterna även bliva avfrästa, så att regnvattnet
lättare kan rinna ned i dikena. Genom att fräsvalsen
■här är snedställd, kastas pulvret snett inåt
mossfältet.
Intransporten av frästorven från mossen till
brikettfabriken sker medelst vagnar rymmande 7 m3.
Pulvret lastas i vagnarna med lastningsmaskin (fig.
12). Dieselloken äro ombyggda för gengasdrift, men
tandningen åstadkommes fortfarande med dieselolja.
På detta sätt insparas ca 80 % av oljan, varvid dock
full motoreffekt och full beredskap erhålles. Framme
vid brikettfabriken (fig. 13) tömmas vagnarna i en
bunker, varifrån pulvret matas in i fabriken.
När pulvret kommer till fabriken, håller det en
fuktighet av ca 50 %. Inne i fabriken genomgår det
tre olika procedurer, nämligen siktning, torkning och
brikettering. Vid siktningen frånskiljas alla pinnar,
rötter och större klumpar. Detta avfall användes
efter torkning i en enkel rökgastork såsom bränsle i
ångpannan. Det siktade materialet går vidare till
torkanläggningen, där fuktigheten minskas från 50 %
till 10
Fig. 14 visar en schematisk framställning av
torkanläggningen. Denna består av 5 st. 12 m höga torkar
■■■■MBBHaBBB
»t
i •
#
i!-I \»
Fig. 10. Peco-transportör, som förflyttar frästorven från fält
till fält i riktning mot järnvägsspåren.
17 jan. 1942
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}