
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
skydda grundmetallen därigenom att de i sig
själva äro beständiga. Till de senare höra bly,
rostfritt stål och koppar på järn.
I förra fallet (vid "oädla" metaller) är det av
relativt liten betydelse om beläggningen är fullt
tät. Vi kunna som exempel välja ett föremål av
järn, besprutat med zink och nedsänkt i
vattenledningsvatten. Om då järnytan på vissa punkter
är blottad, uppstår likväl ingen röstning till följd
av det galvaniska skyddet. Härvid går zinken i
lösning och atomärt väte utfälles på de blottade
järnytorna. Visserligen förbrukas zinken hastigare
genom denna galvaniska ström, men ökningen i
zinkens korrosionshastighet är så ringa, att den
saknar praktisk betydelse. Vid sådana metaller
som zink och aluminium kan man därför nöja sig
med relativt tunna beläggningar och som regel
använder man för zink ca 0,15 mm och för
aluminium ca 0,20 mm.
I senare fallet (vid "ädla" metaller) ställer sig
frågan annorlunda. Som exempel på ett sådant
fall kan tas ett föremål av järn, besprutat med
bly och nedsänkt i vattenledningsvatten. Är
järnytan i detta fall blottad uppstår ett element i
motsatt riktning mot föregående. Järnet går i lösning
i porerna och atomärt väte utfälles på blyytan.
Rostningen i porerna blir då t.o.m. starkare än vad
fallet skulle ha varit, om järnytan varit bar. Vid
ädla överdragsmetaller måste man därför spruta
så tjockt, att beläggningen blir tät, om ett
pålitligt skydd skall erhållas. En normal
blybeläggning är minst 0,5 mm tjock.
Det finns även andra faktorer än
skikttjockleken som inverka på tätheten. Sålunda ger en
finare "atomisering" tätare skikt. Vidare kan man
genom att stålborsta eller polera det sprutade
skiktet täppa igen porerna vid ytan och
härigenom väsenligt höja beläggningens täthet. Denna
metod användes i tämligen stor utsträckning för
bly. Det torde i detta samanhang böra nämnas, att
man även kan täta porerna genom bestrykning
med organiska tätningsmedel. Redan en inoljning
med mineralolja förbättrar
korrosionsbeständigheten, men de bästa resultaten erhållas med
bestrykningsmedel av konsthartstyp. Härvid fordras
dock dels flera bestrykningar, dels. upprepade
bränningar vid ca 200°C, vilket gör, att metoden
ställer sig dyrbar och i vissa fall (vid stora
konstruktioner) svår att genomföra. Förfarandet har
emellertid med framgång använts vid tillfällen, då
enbart metallsprutning skulle ha gett otillräckligt
korrosionsskydd.
De vanligaste sprutade metallerna
och deras egenskaper
Tabell I visar en sammanställning av de
metaller, som i praktiken ifrågakomma vid sprutning.
Dessa äro vad beträffar grupp 1 ordnade på så
sätt, att de metaller, som stå upptill i tabellen äro
mer och de som stå nedtill äro mindre vanliga.
TekniskTidskrift
Zink
Zink är den vanligaste sprutade metallen. Mer
än 90 % av alla sprutade föremål enligt grupp 1
belägges med denna metall. Den användes då
man endast vill skydda järnet mot rost och fäster
mindre avseende vid ytans utseende efter en
längre tids bruk (jfr Aluminium).
Som bekant kan man även lägga på zink enligt
andra metoder än sprutning, såsom genom
varm-förzinkning eller galvanisk förzinkning. Man kan
då fråga sig vilka fördelar och nackdelar
sprut-metoden har i jämförelse med de båda andra
nämnda metoderna.
Risken för flagning har redan tidigare
behandlats. Om de olika zinkbeläggningarnas
korrosionsskyddande egenskaper brukar man anse, att
korrosionsskyddet mot "väder och vind" är bestämt
av beläggningens tjocklek, oberoende av vilken
beläggningsmetod som använts. Denna regel
gäller med säkerhet för en galvanisk zinkbeläggning
i jämförelse med en varmförzinkad beläggning4.
Liknande jämförelser mellan sprutförzinkade och
varmförzinkade prover finnas också men
litteraturuppgifterna äro synnerligen knapphändiga på
denna punkt. Det fåtal mindre undersökningar,
som äro publicerade, tyda på att sprutförzinkning
är doppförzinkning överlägsen vid samma
zinktjocklek6, 8’7. Dessa undersökningsresultat böra
dock tas med reservation, och man gör klokast i
att anse sprutförzinkningen ungefär likvärdig
med varmförzinkningen och därmed även med
den galvaniska förzinkningen vid samma zink-
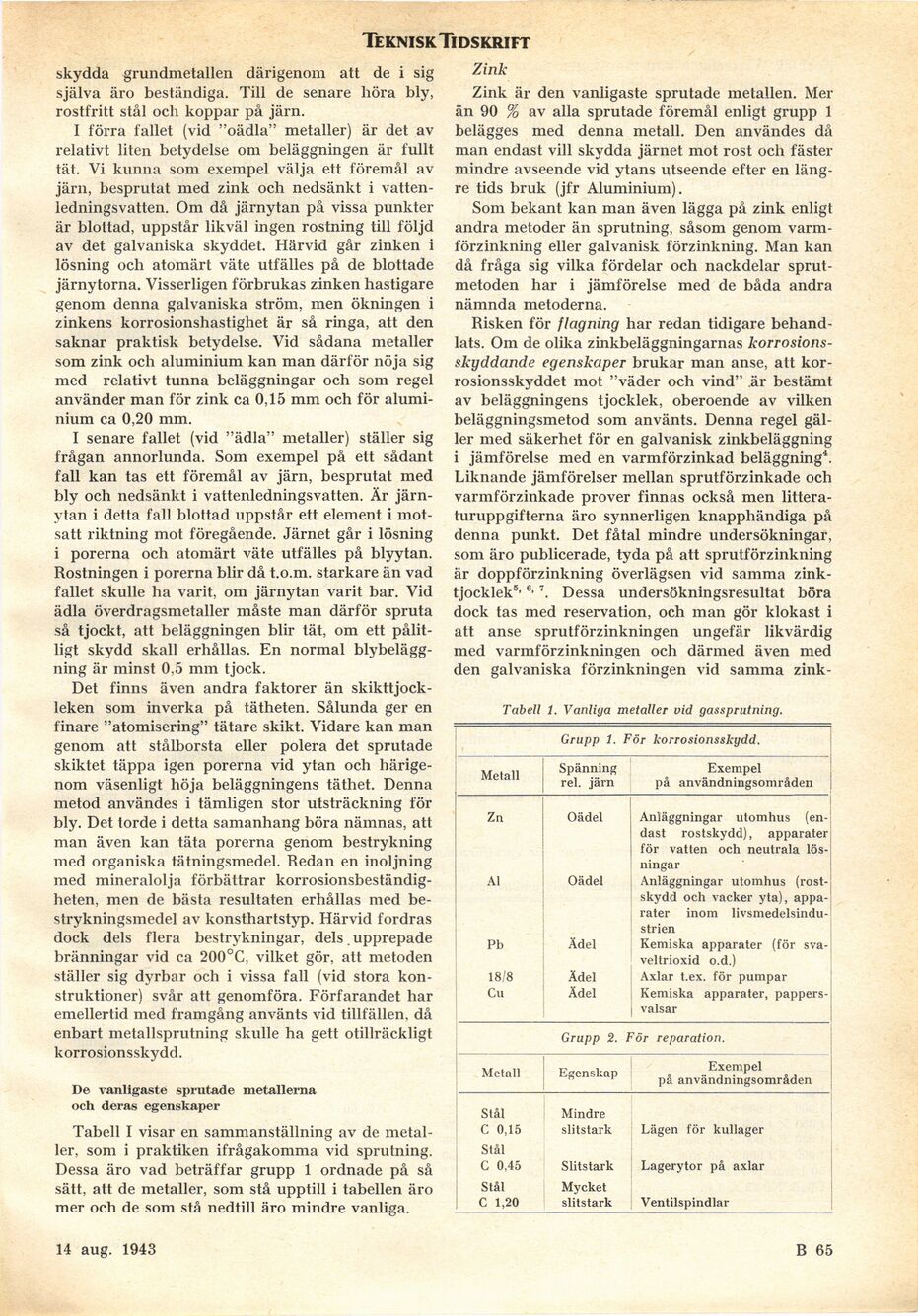
Tabell 1. Vanliga metaller vid gassprutning.
Grupp 1. För korrosionsskydd.
Metall Spänning rel. järn Exempel på användningsområden
Zn Oädel Anläggningar utomhus
(endast rostskydd), apparater för vatten och neutrala lös-
Al Oädel ningar Anläggningar utomhus
(rostskydd och vacker yta),
apparater inom
livsmedelsindustrien
Pb Ädel Kemiska apparater (för
sva-veltrioxid o.d.)
18/8 Ädel Axlar t.ex. för pumpar
Cu Ädel Kemiska apparater,
pappersvalsar
Grupp 2. För reparation.
Metall Egenskap Exempel på användningsområden
Stål C 0,15 Mindre slitstark Lägen för kullager
Stål C 0,45 Slitstark Lagerytor på axlar
Stål C 1,20 Mycket slitstark Ventilspindlar
14 aug. 1943
B 65
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}