
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
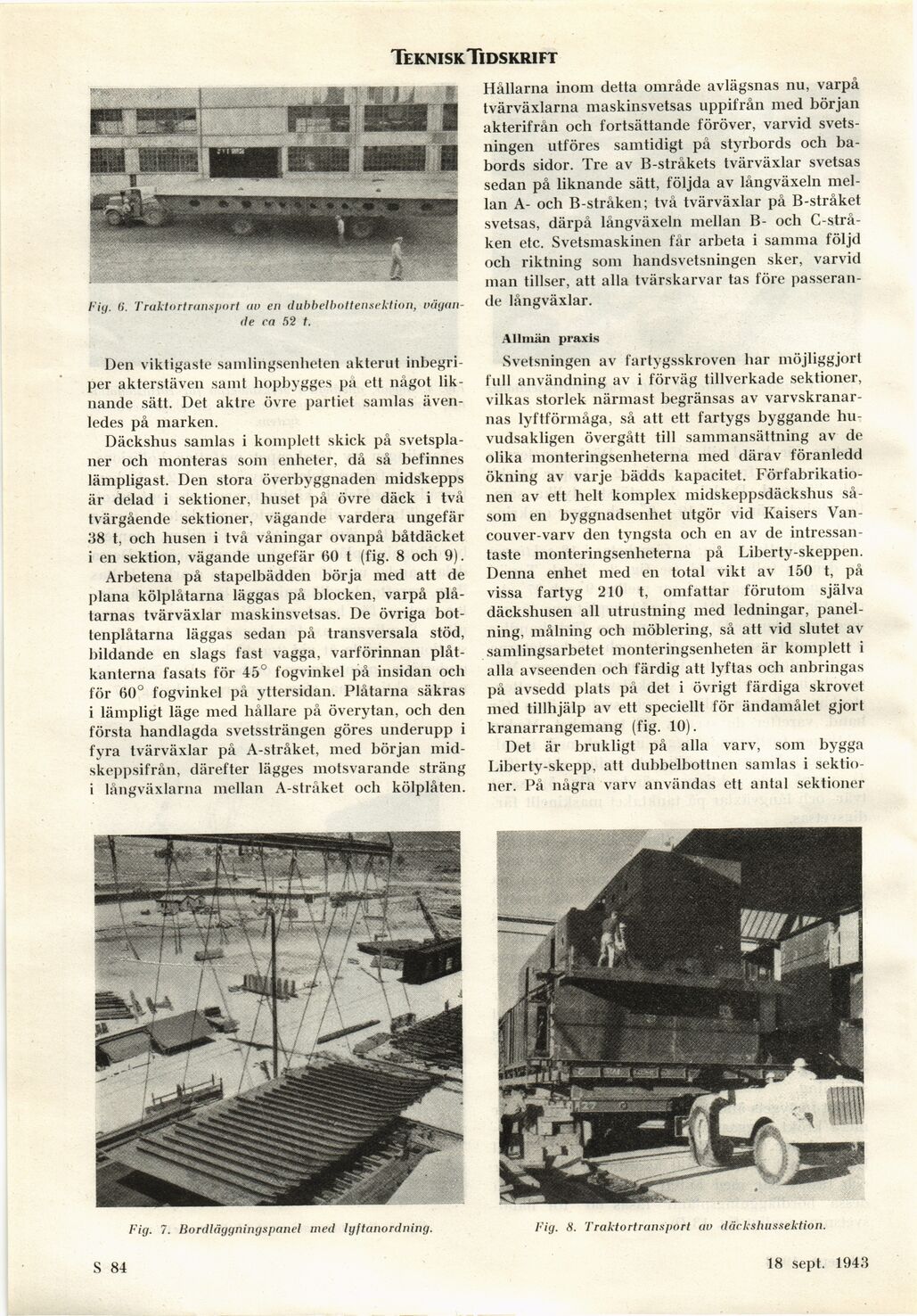
Fig. 6. Traktortransport av en dubbelbottensektion,
vägande ca 52 t.
Den viktigaste samlingsenheten akterut
inbegriper akterstäven samt hopbygges pa ett något
liknande sätt. Det aktre övre partiet samlas
ävenledes på marken.
Däckshus samlas i komplett skick på
svetspla-ner och monteras som enheter, då så befinnes
lämpligast. Den stora överbyggnaden midskepps
är delad i sektioner, huset på övre däck i två
tvärgående sektioner, vägande vardera ungefär
38 t, och husen i två våningar ovanpå båtdäcket
i en sektion, vägande ungefär 60 t (fig. 8 och 9).
Arbetena på stapelbädden börja med att de
plana kölplåtarna läggas på blocken, varpå
plåtarnas tvärväxlar maskinsvetsas. De övriga
bottenplåtarna läggas sedan på transversala stöd,
bildande en slags fast vagga, varförinnan
plåtkanterna fasats för 45° fogvinkel på insidan och
för 60° fogvinkel på yttersidan. Plåtarna säkras
i lämpligt läge med hållare på överytan, och den
första handlagda svetssträngen göres underupp i
fyra tvärväxlar på A-stråket, med början
mid-skeppsifrån, därefter lägges motsvarande sträng
i långväxlarna mellan A-stråket och kölplåten.
Hällarna inom detta område avlägsnas nu, varpå
tvärväxlarna maskinsvetsas uppifrån med början
akterifrån och fortsättande föröver, varvid
svetsningen utföres samtidigt på styrbords och
babords sidor. Tre av B-stråkets tvärväxlar svetsas
sedan på liknande sätt, följda av långväxeln
mellan A- och B-stråken; två tvärväxlar på B-stråket
svetsas, därpå långväxeln mellan B- och
C-strå-ken etc. Svetsmaskinen får arbeta i samma följd
och riktning som handsvetsningen sker, varvid
man tillser, att alla tvärskarvar tas före
passerande långväxlar.
Allmän praxis
Svetsningen av fartygsskroven har möjliggjort
full användning av i förväg tillverkade sektioner,
vilkas storlek närmast begränsas av
varvskranarnas lyftförmåga, så att ett fartygs byggande
huvudsakligen övergått till sammansättning av de
olika monteringsenheterna med därav föranledd
ökning av varje bädds kapacitet.
Förfabrikationen av ett helt komplex midskeppsdäckshus
såsom en byggnadsenhet utgör vid Kaisers
Vancouver-varv den tyngsta och en av de
intressantaste monteringsenheterna på Liberty-skeppen.
Denna enhet med en total vikt av 150 t, på
vissa fartyg 210 t, omfattar förutom själva
däckshusen all utrustning med ledningar,
panel-ning, målning och möblering, så att vid slutet av
samlingsarbetet monteringsenheten är komplett i
alla avseenden och färdig att lyftas och anbringas
på avsedd plats på det i övrigt färdiga skrovet
med tillhjälp av ett speciellt för ändamålet gjort
kranarrangemang (fig. 10).
Det är brukligt på alla varv, som bygga
Liberty-skepp, att dubbelbottnen samlas i
sektioner. På några varv användas ett antal sektioner
Fig. 7. Bordläggningspanel med lyftanordning.
S 84
Fig. 8. Traktortransport av däckshussektion.
20 nov. 1943
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}