
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
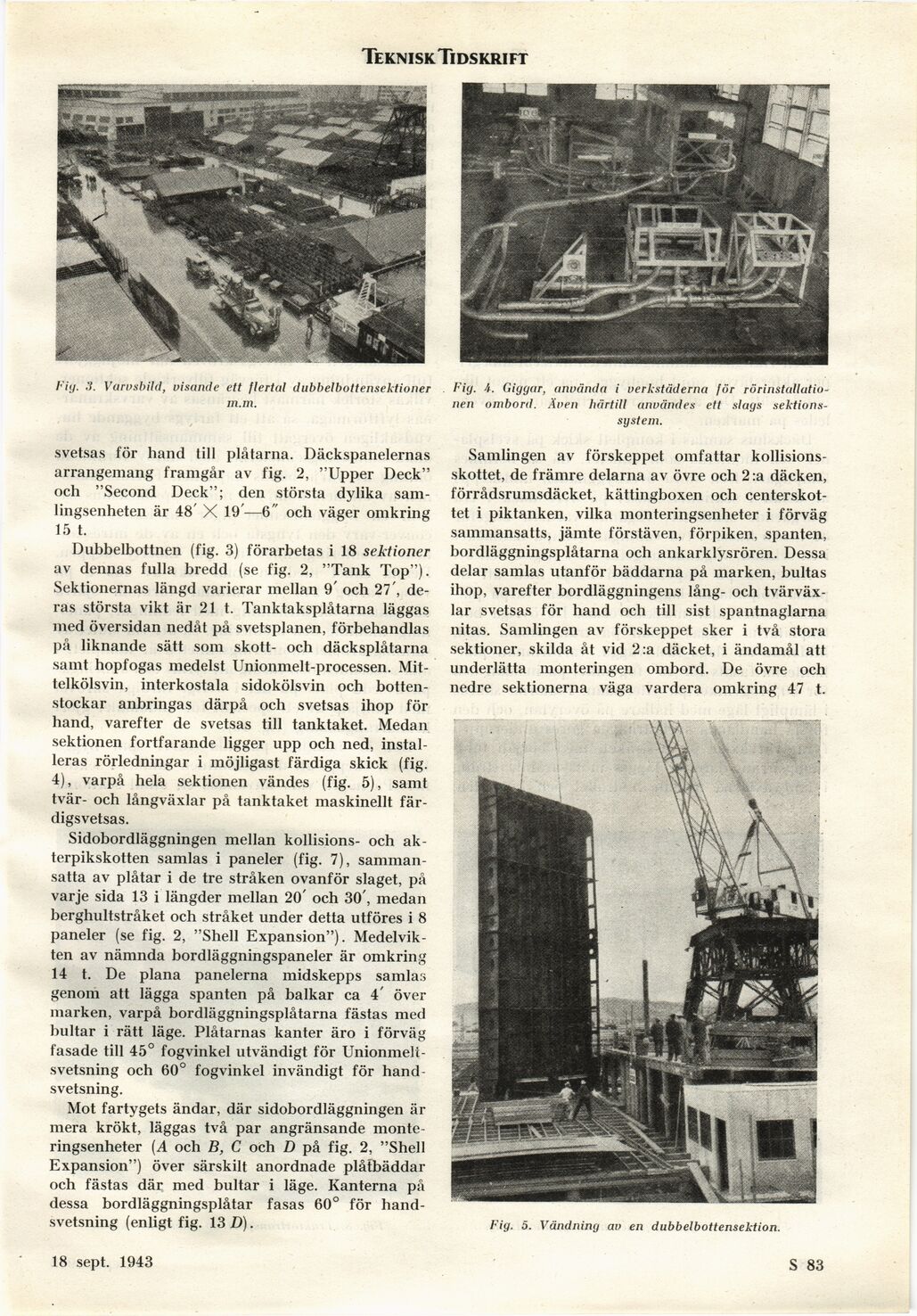
Fig. 3. Varvsbild, visande ett flertal dubbelbottensektioner
m.m.
svetsas för hand till plåtarna. Däckspanelernas
arrangemang framgår av fig. 2, "Upper Deck"
och "Second Deck"; den största dylika
samlingsenheten är 48 X 19’—6" och väger omkring
15 t.
Dubbelbottnen (fig. 3) förarbetas i 18 sektioner
av dennas fulla bredd (se fig. 2, "Tank Top").
Sektionernas längd varierar mellan 9’ och 27’,
deras största vikt är 21 t. Tanktaksplåtarna läggas
med översidan nedåt på svetsplanen, förbehandlas
på liknande sätt soin skott- och däcksplåtarna
samt hopfogas medelst Unionmelt-processen.
Mit-telkölsvin, interkostala sidokölsvin och
bottenstockar anbringas därpå och svetsas ihop för
hand, varefter de svetsas till tanktaket. Medan
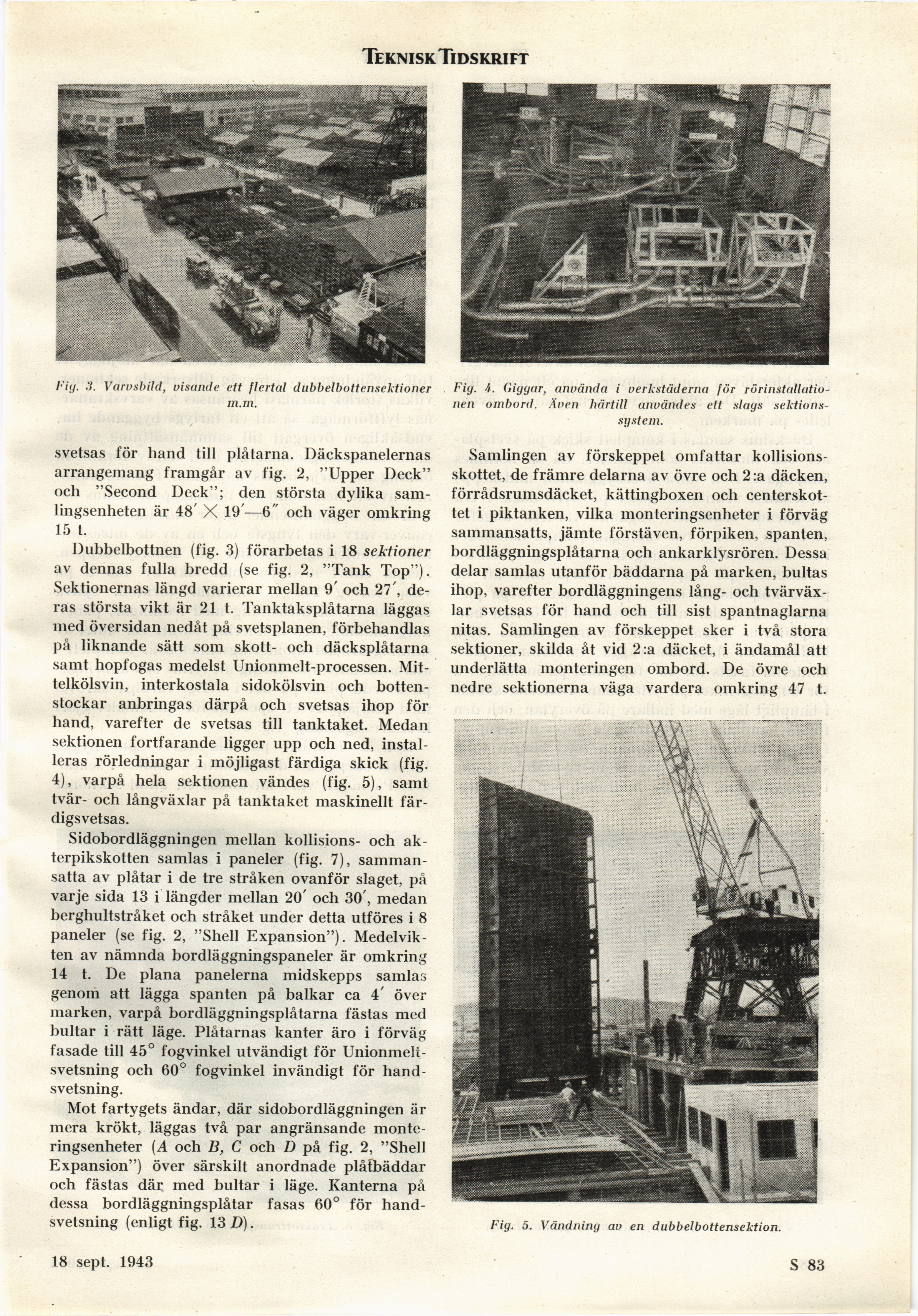
sektionen fortfarande ligger upp och ned,
installeras rörledningar i möjligast färdiga skick (fig.
4), varpå hela sektionen vändes (fig. 5), samt
tvär- och långväxlar på tanktaket maskinellt
fär-digsvetsas.
Sidobordläggningen mellan kollisions- och
ak-terpikskotten samlas i paneler (fig. 7),
sammansatta av plåtar i de tre stråken ovanför slaget, på
varje sida 13 i längder mellan 20’ och 30’, medan
berghultstråket och stråket under detta utföres i 8
paneler (se fig. 2, "Shell Expansion").
Medelvikten av nämnda bordläggningspaneler är omkring
14 t. De plana panelerna midskepps samlas
genom att lägga spanten på balkar ca 4’ över
marken, varpå bordläggningsplåtarna fästas med
bultar i rätt läge. Plåtarnas kanter äro i förväg
fasade till 45° fogvinkel utvändigt för
Unionmeli-svetsning och 60° fogvinkel invändigt för
handsvetsning.
Mot fartygets ändar, där sidobordläggningen är
mera krökt, läggas två par angränsande
monteringsenheter (A och B, C och D på fig. 2, "Shell
Expansion") över särskilt anordnade plåtbäddar
och fästas där med bultar i läge. Kanterna på
dessa bordläggningsplåtar fasas 60° för
handsvetsning (enligt fig. 13 D).
Fig. 4. Giggar, använda i verkstäderna för
rörinstallutio-nen ombord. Även härtill användes ett slags
sektions-system.
Samlingen av förskeppet omfattar
kollisionsskottet, de främre delarna av övre och 2:a däcken,
förrådsrumsdäcket, kättingboxen och
centerskottet i piktanken, vilka monteringsenheter i förväg
sammansatts, jämte förstäven, förpiken, spanten,
bordläggningsplåtarna och ankarklysrören. Dessa
delar samlas utanför bäddarna på marken, bultas
ihop, varefter bordläggningens lång- och
tvärväxlar svetsas för hand och till sist spantnaglarna
nitas. Samlingen av förskeppet sker i två stora
sektioner, skilda åt vid 2:a däcket, i ändamål att
underlätta monteringen ombord. De övre och
nedre sektionerna väga vardera omkring 47 t.
Fig. 5. Vändning av en dubbelbottensektion.
20 nov. 1943
S 83
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}