
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
Alla fogar i den vänstra kolumnen på fig. 13
äro handsvetsade. Typ A och D äro vanliga 60°
V-fogar med och utan rätvinklig rotöppning. Fog
utan sådan, dvs. spetsiga plåtkanter, har ansetts
underlätta rotens uppmejsling efteråt, ehuru
synbarligen en god svetsfog kan erhållas såväl på
det ena som på det andra sättet. Typ G visar en
X-fog, använd för att spara svetsmetall och för
att minska risken för deformationer genom att
fogen är symmetrisk, varigenom
tvärkrympningen på ömse sidor balanseras — det avbildade
provstycket var taget från en vertikalsvetsad
tvärväxel i sidobordläggningen. Typ K åter
representerar en fog, konstruerad för horisontala växlar
i sidobordläggningen. Den på makrofotografien
tydligt synliga blåsbildningen torde antyda, att
roten icke uppmejslats på tillfredsställande sätt
före svetsningen.
Mittkolumnen på fig. 13 visar olika sätt att
förarbeta plåtkanterna för maskinsvetsning från
båda sidor på sådana monteringsenheter, som
kunna vändas under arbetet. Förtjockningen eller
upphöjningen av den slutliga svetsfogen blir
mindre, om kanterna hållas på ett lämpligt avstånd
från varandra, vilket kan iakttas genom att
jämföra makrofotografierna B och E med resp.
skisser. Bild H visar en fogtyp för över 5/8" tjocka
plåtar. Sistnämnda tjocklek är den maximala
hittills godkända för maskinsvetsade fogar med
rätvinkliga plåtkanter utan mellanrum (typ E).
Bild L illustrerar en fog, som påbörjas med två
handlagda svetssträngar i bottnen av 45°
V-öpp-ningen. Av makrofotografien kan man se, att
dessa handlagda strängar sammansmält med det
sedan tillförda elektrodmaterialet från
svetsauto-maten på båda plåtsidorna.
Högra kolumnen på fig. 13 slutligen
åskådliggör exempel på fogar, som maskinsvetsas på ena
sidan och handsvetsas på den andra, vilket bl.a.
tillämpas för bottenbordläggningen på
stapelbädden och för gränsfogarna till däckspanelerna.
Av bilderna F och G kan man se, att
kantbehand-liugen av plåtarna vid fogarna i båda fallen är
exakt lika. Detta sammanhänger med att bägge
proven kommit från samma varv, där man valt
denna fogtyg med avsikt att genom likartad
kantbehandling av tvärväxlarnas fogar förenkla
arbetet. Typ J liknar typ L i det avseendet att två
handlagda svetssträngar uppifrån läggas i
V-öpp-ningens botten, innan maskinsvetsningen börjar.
Typ M visar ett exempel på maskinsvetsning i en
45° ränna på ena sidan, handsvetsning med
rätvinkliga plåtkanter stumt mot varandra på den
andra sidan; exemplet kommenterades ej i
föredragsreferatet.
Maskinsvetsning
Användningen av svetsautomater har successivt
ökat på de amerikanska varven för att minska
handsvetsningen och reducera standardfartygens
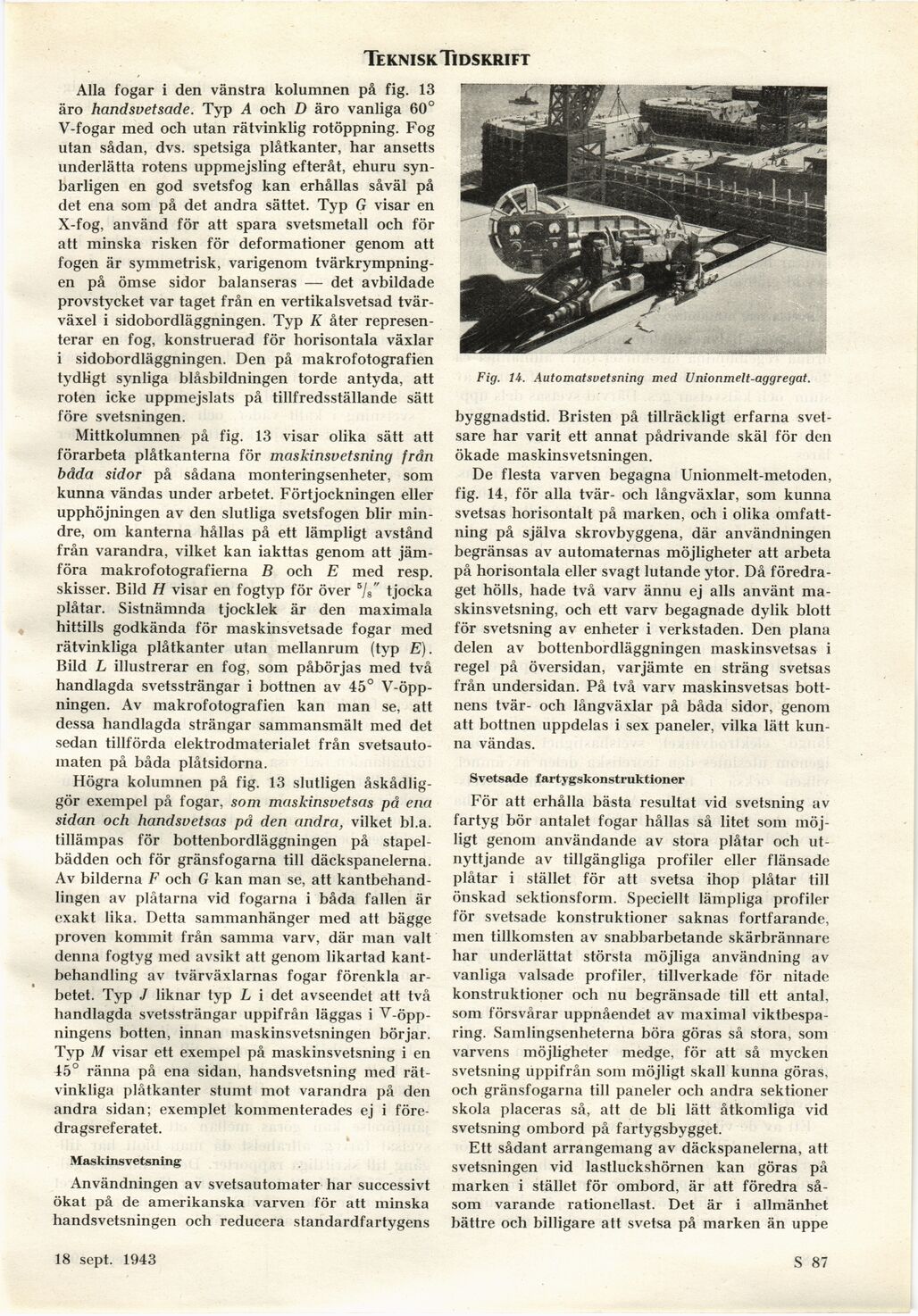
Fig. H. Automatsvetsning med Unionmelt-aggregat.
byggnadstid. Bristen på tillräckligt erfarna
svetsare har varit ett annat pådrivande skäl för den
ökade maskinsvetsningen.
De flesta varven begagna Unionmelt-metoden,
fig. 14, för alla tvär- och långväxlar, som kunna
svetsas horisontalt på marken, och i olika
omfattning på själva skrovbyggena, där användningen
begränsas av automaternas möjligheter att arbeta
på horisontala eller svagt lutande ytor. Då
föredraget hölls, hade två varv ännu ej alls använt
maskinsvetsning, och ett varv begagnade dylik blott
för svetsning av enheter i verkstaden. Den plana
delen av bottenbordläggningen maskinsvetsas i
regel på översidan, varjämte en sträng svetsas
från undersidan. På två varv maskinsvetsas
bottnens tvär- och långväxlar på båda sidor, genom
att bottnen uppdelas i sex paneler, vilka lätt
kunna vändas.
Svetsade fartygskonstruktioner
För att erhålla bästa resultat vid svetsning av
fartyg bör antalet fogar hållas så litet som
möjligt genom användande av stora plåtar och
utnyttjande av tillgängliga profiler eller flänsade
plåtar i stället för att svetsa ihop plåtar till
önskad sektionsform. Speciellt lämpliga profiler
för svetsade konstruktioner saknas fortfarande,
men tillkomsten av snabbarbetande skärbrännare
har underlättat största möjliga användning av
vanliga valsade profiler, tillverkade för nitade
konstruktioner och nu begränsade till ett antal,
som försvårar uppnåendet av maximal
viktbesparing. Samlingsenheterna böra göras så stora, som
varvens möjligheter medge, för att så mycken
svetsning uppifrån som möjligt skall kunna göras,
och gränsfogarna till paneler och andra sektioner
skola placeras så, att de bli lätt åtkomliga vid
svetsning ombord på fartygsbygget.
Ett sådant arrangemang av däckspanelerna, att
svetsningen vid lastluckshörnen kan göras på
marken i stället för ombord, är att föredra
såsom varande rationellast. Det är i allmänhet
bättre och billigare att svetsa på marken än uppe
20 nov. 1943
S 87
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}