
Full resolution (JPEG)
- On this page / på denna sida
- Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
Teknisk Tidskrift
Genom att tre entreprenörer använts parallellt
på exakt lika arbeten, har det varit av ett visst
intresse att se, hur de var för sig på olika sätt
löste de olika problemen, och även försöka
bedöma för- och nackdelar i de olika arbetssätten.
Arbetsordning
En firma hade räknat med att utgående från
den ända, varifrån montaget skulle börja, gå
fram i ordning mast från mast mot Boliden,
egentligen utan andra angreppspunkter. En ren
serietillverkning av masterna eftersträvades alltså,
och varje arbetare eller rättare sagt varje
arbetslag skulle från arbetets början till dess slut
ständigt ha samma arbete.
Lag 1 hade schaktningen, lag 2 hade
bottenplatt- och plintformsättningen, lag 3 deras
armering, lag 4 gjutningen, lag 5 ställningar, lag 6
armeringen av mast, lag 7 formsättningen, lag 8
gjutning, lag 9 ställningsrivningen och lag 10
formrivningen. Med den indelning, som var gjord,
beräknades samtliga dessa arbeten ta fyra dygn.
Detta motsvarade också tiden från färdiggjutning
till formrivningen, varför, eftersom arbetet i dessa
olika etapper bedrevs samtidigt på åtta master,
arbetet på den nionde dagen skulle börja vid den
nionde masten med materialet från mast 1 osv.
Ursprungsutrustningen var för samtidigt arbete
på tre sådana serier.
I huvudsak måste man nog säga, att denna
ordning inte kunde hållas. Oväntade
grundförhållanden, regn, eventuell felarmering eller dylikt
förstörde lätt den flytande tillverkningen och
ställde till en hel del trassel såväl för beställare
som entreprenör.
Utöver nämnda lag måste dessutom insättas
speciella lag för spännstationerna, driv- och
bryt-stationerna samt för eftergjutningarna och
mot-viktsgjutningarna, varför serien måste brytas
gång på gång, då på grund av arbetarbrist sådana
speciallag ej kunde uppsättas utan viss
medverkan från övriga lag.
De båda övriga firmorna arbetade något
annorlunda. Schaktningen av plintgroparna gick långt
före, så formsattes och armerades ett stort antal
plintar och så till slut götos dessa i en följd.
 |
| Fig. 7. Ställning och armering för mast. |
|
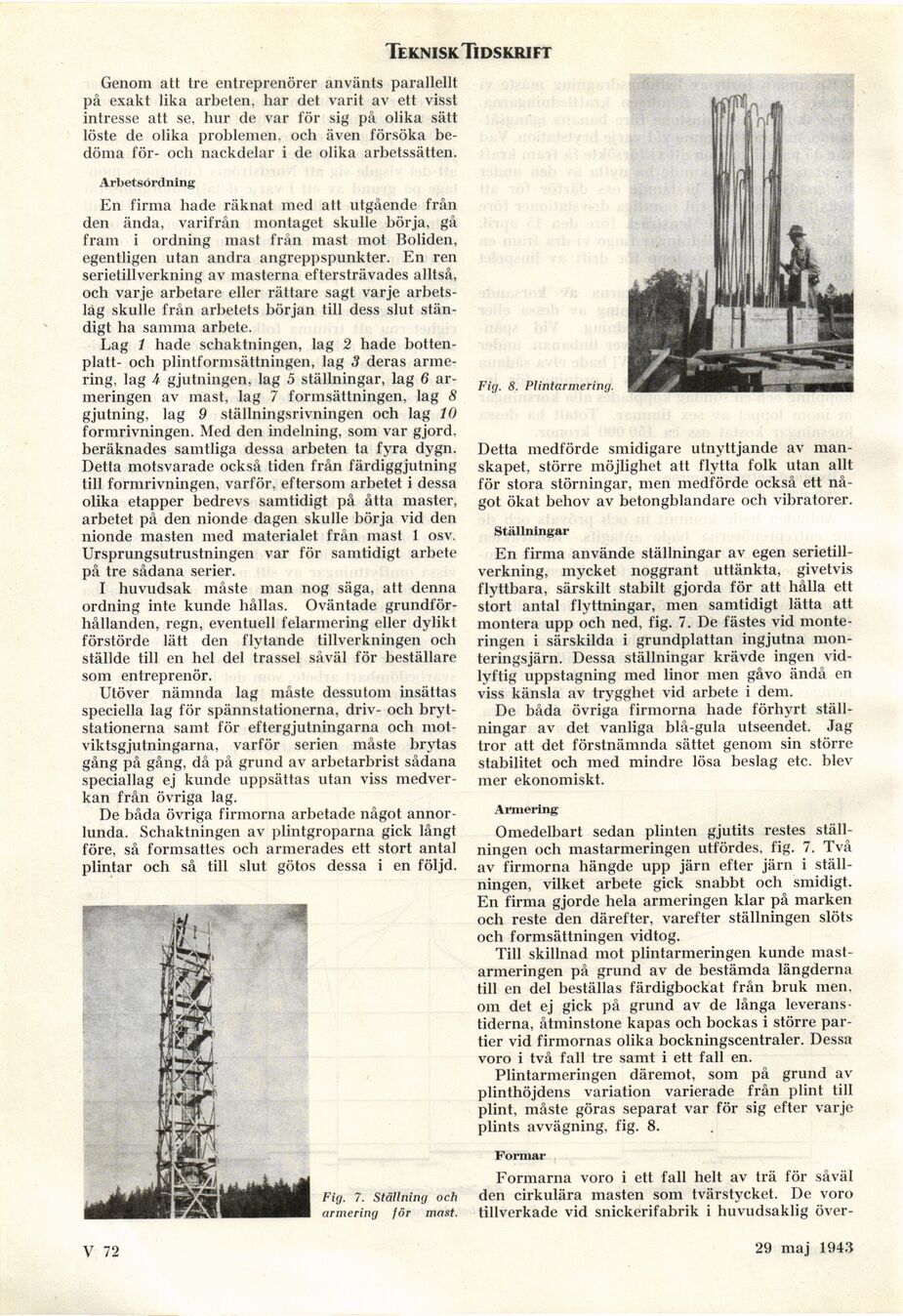
| Fig. 8. Plintarmering. |
Detta medförde smidigare utnyttjande av
manskapet, större möjlighet att flytta folk utan allt
för stora störningar, men medförde också ett
något ökat behov av betongblandare och vibratorer.
Ställningar
En firma använde ställningar av egen
serietillverkning, mycket noggrant uttänkta, givetvis
flyttbara, särskilt stabilt gjorda för att hålla ett
stort antal flyttningar, men samtidigt lätta att
montera upp och ned, fig. 7. De fästes vid
monteringen i särskilda i grundplattan ingjutna
monteringsjärn. Dessa ställningar krävde ingen
vidlyftig uppstagning med linor men gåvo ändå en
viss känsla av trygghet vid arbete i dem.
De båda övriga firmorna hade förhyrt
ställningar av det vanliga blå-gula utseendet. Jag
tror att det förstnämnda sättet genom sin större
stabilitet och med mindre lösa beslag etc. blev
mer ekonomiskt.
Armering
Omedelbart sedan plinten gjutits restes
ställningen och mastarmeringen utfördes, fig. 7. Två
av firmorna hängde upp järn efter järn i
ställningen, vilket arbete gick snabbt och smidigt.
En firma gjorde hela armeringen klar på marken
och reste den därefter, varefter ställningen slöts
och formsättningen vidtog.
Till skillnad mot plintarmeringen kunde
mastarmeringen på grund av de bestämda längderna
till en del beställas färdigbockat från bruk men,
om det ej gick på grund av de långa
leveranstiderna, åtminstone kapas och bockas i större
partier vid firmornas olika bockningscentraler. Dessa
voro i två fall tre samt i ett fall en.
Plintarmeringen däremot, som på grund av
plinthöjdens variation varierade från plint till
plint, måste göras separat var för sig efter varje
plints avvägning, fig. 8.
Formar
Formarna voro i ett fall helt av trä för såväl
den cirkulära masten som tvärstycket. De voro
tillverkade vid snickerifabrik i huvudsaklig över-
V 72
29 maj 1943
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Fri Oct 18 15:42:55 2024
(aronsson)
(diff)
(history)
(download)
<< Previous
Next >>
https://runeberg.org/tektid/1943v/0076.html


{kind=link}