
Full resolution (JPEG) - On this page / på denna sida - H. 20. 20 maj 1944 - Värmebehandlingsstrukturens inverkan på utmattningshållfastheten hos svetsfogar i St44, av Cyrill Schaub

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
620
TEKNISK TIDSKRIFT
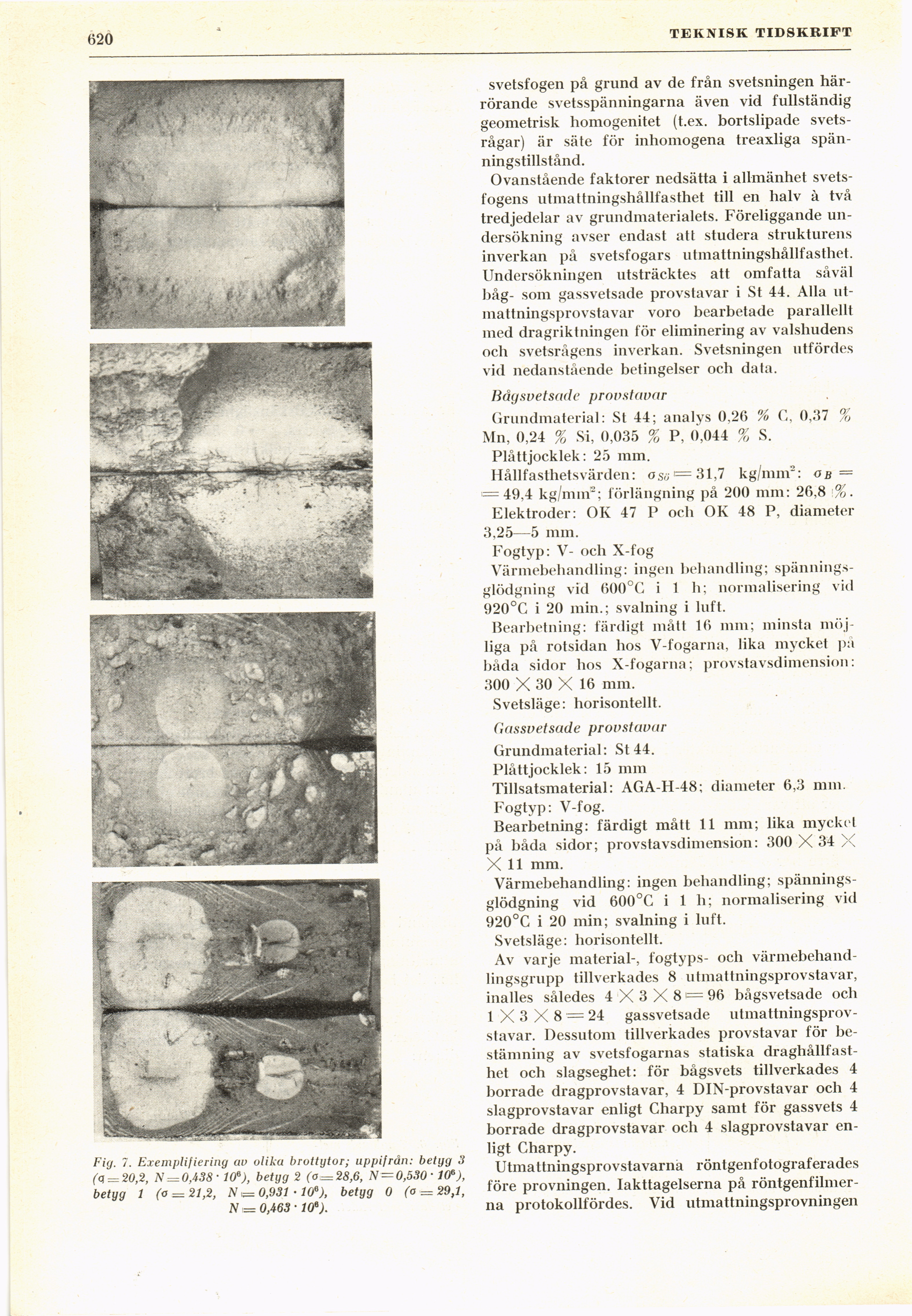
Fig. 7. Exemplifiering av olika brottytor; uppifrån: betyg 3
(q = 20,2, N = 0,438 ■ 10*), betyg 2 (o = 28,6, N ~ 0,530 ’ JO6),
betyg 1 (o = 21,2, N 0,931 • 106), betyg 0 (a = 29,1,
N .= 0,463 • 106).
svetsfogen på grund av de från svetsningen
härrörande svetsspänningarna även vid fullständig
geometrisk homogenitet (t.ex. bortslipade
svets-rågar) är säte för inhomogena treaxliga
spänningstillstånd.
Ovanstående faktorer nedsätta i allmänhet
svets-fogens utmattningshållfasthet till en halv à två
tredjedelar av grundmaterialets. Föreliggande
undersökning avser endast att studera strukturens
inverkan på svetsfogars utmattningshållfasthet.
Undersökningen utsträcktes att omfatta såväl
båg- som gassvetsade provstavar i St 44. Alla
ut-mattningsprovstavar voro bearbetade parallellt
med dragrik t ningen för eliminering av valshudens
och svetsrågens inverkan. Svetsningen utfördes
vid nedanstående betingelser och data.
Bågsvetscide provstavar
Grundmaterial: St 44; analys 0,26 % G, 0,37 %
Mn, 0,24 % Si, 0,035 % P, 0,044 % S.
Plåttjocklek: 25 mm.
Hållfasthetsvärden: ös6i=31,7 kg/mm2: ob =
!= 49,4 kg/mnr; förlängning på 200 mm: 26,8 \%.
Elektroder: OK 47 P och OK 48 P, diameter
3,25—5 mm.
Fogtyp: V- och X-fog
Värmebehandling: ingen behandling;
spänningsglödgning vid 600°G il h; normalisering vid
920°C i 20 min.; svalning i luft.
Bearbetning: färdigt mått 16 mm; minsta
möjliga på rotsidan hos V-fogarna, lika mycket på
båda sidor hos X-fogarna; provstavsdimension:
300 X 30 X 16 mm.
Svetsläge: horisontellt.
Gassvetsade provstavar
Grundmaterial: St 44.
Plåttjocklek: 15 mm
Tillsatsmaterial: AGA-H 48; diameter 6,3 mm.
Fogtyp: V-fog.
Bearbetning: färdigt mått 11 mm; lika mycke t
på båda sidor; provstavsdimension: 300 X 34 X
X 11 mm.
Värmebehandling: ingen behandling;
spänningsglödgning vid 600°C i 1 h; normalisering vid
920°C i 20 min; svalning i luft.
Svetsläge: horisontellt.
Av varje material-, fogtyps- och
värmebehandlingsgrupp tillverkades 8 utmattningsprovstavar,
inalles således 4 X 3 X 8 96 bågsvetsade och
1 X 3 X 8 = 24 gassvetsade
utmattningsprovstavar. Dessutom tillverkades provstavar för
bestämning av svetsfogarnas statiska
draghållfasthet och slagseghet: för bågsvets tillverkades 4
borrade dragprovstavar, 4 DIN-provstavar och 4
slagprovstavar enligt Charpy samt för gassvets 4
borrade dragprovstavar och 4 slagprovstavar
enligt Charpy.
Utmattningsprovstavarna röntgenfotograferades
före provningen. Iakttagelserna på
röntgenfilmer-na protokollfördes. Vid utmattningsprovningen
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}