
Full resolution (JPEG) - On this page / på denna sida - H. 5. 3 februari 1945 - Register av koordinatväljartyp, av Bertil Bjurel - TNC: 3. Gjuteriteknisk ordlista, av J W

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
10 februari 1945
de två koordinatväljarna, en spiralväljare sor
samt några reläer. Såväl relädelen som
koordi-natväljardelen äro i fig. 6 visade uppsvängda på
det sätt, som t.ex. sker vid omkopplingar i
samband med trafikomläggningar och dylikt.
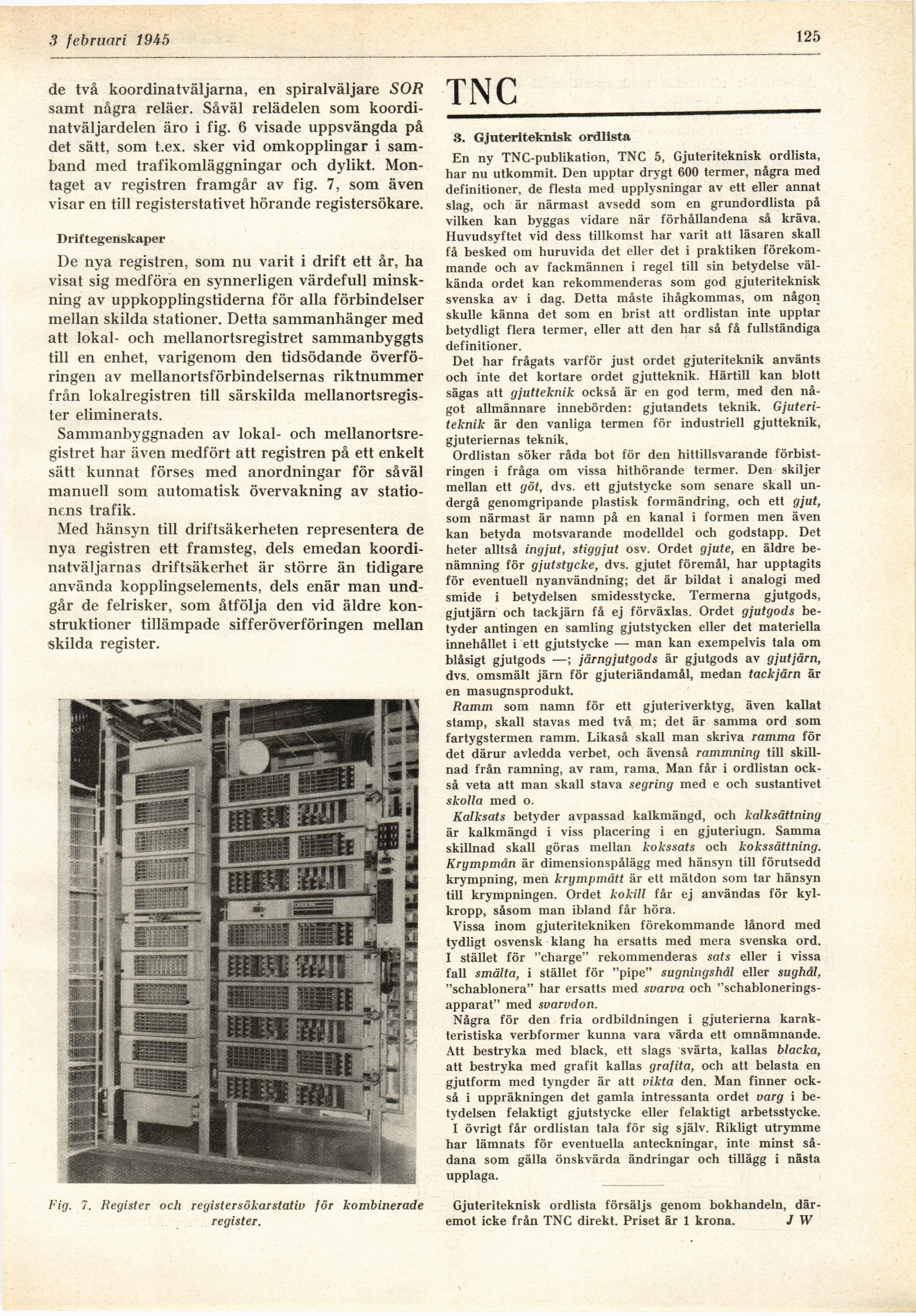
Montaget av registren framgår av fig. 7, som även
visar en till registerstativet hörande registersökare.
Driftegenskaper
De nya registren, som nu varit i drift ett år, ha
visat sig medföra en synnerligen värdefull
minskning av uppkopplingstiderna för alla förbindelser
mellan skilda stationer. Detta sammanhänger med
att lokal- och mellanortsregistret sammanbyggts
till en enhet, varigenom den tidsödande
överföringen av mellanortsförbindelsernas riktnummer
från lokalregistren till särskilda
mellanortsregis-ter eliminerats.
Sammanbyggnaden av lokal- och
mellanortsregistret har även medfört att registren på ett enkelt
sätt kunnat förses med anordningar för såväl
manuell som automatisk övervakning av
stationens trafik.
Med hänsyn till driftsäkerheten representera de
nya registren ett framsteg, dels emedan
koordi-natväljarnas driftsäkerhet är större än tidigare
använda kopplingselements, dels enär man
undgår de felrisker, som åtfölja den vid äldre
konstruktioner tillämpade sifferöverföringen mellan
skilda register.
Fig. 7. Register och registersökarstativ för kombinerade
register.
125
TNC
8. Gjuteriteknisk ordlista
En ny TNC-publikation, TNC 5, Gjuteriteknisk ordlista,
har nu utkommit. Den upptar drygt 600 termer, några med
definitioner, de flesta med upplysningar av ett eller annat
slag, och är närmast avsedd som en grundordlista på
vilken kan byggas vidare när förhållandena så kräva.
Huvudsyftet vid dess tillkomst har varit att läsaren skall
få besked oin huruvida det eller det i praktiken
förekommande och av fackmännen i regel till sin betydelse
välkända ordet kan rekommenderas som god gjuteriteknisk
svenska av i dag. Detta måste ihågkommas, om någon
skulle känna det som en brist att ordlistan inte upptar
betydligt flera termer, eller att den har så få fullständiga
definitioner.
Det har frågats varför just ordet gjuteriteknik använts
och inte det kortare ordet gjutteknik. Härtill kan blott
sägas att gjutteknik också är en god term, med den
något allmännare innebörden: gjutandets teknik.
Gjuteriteknik är den vanliga termen för industriell gjutteknik,
gjuteriernas teknik.
Ordlistan söker råda bot för den hittillsvarande
förbist-ringen i fråga om vissa hithörande termer. Den skiljer
mellan ett göt, dvs. ett gjutstycke som senare skall
undergå genomgripande plastisk formändring, och ett gjut,
som närmast är namn på en kanal i formen men även
kan betyda motsvarande modelldel och godstapp. Det
heter alltså ingjut, stiggjut osv. Ordet gjute, en äldre
benämning för gjutstycke, dvs. gjutet föremål, har upptagits
för eventuell nyanvändning; det är bildat i analogi med
smide i betydelsen smidesstycke. Termerna gjutgods,
gjutjärn och tackjärn få ej förväxlas. Ordet gjutgods
betyder antingen en samling gjutstycken eller det materiella
innehållet i ett gjutstycke — man kan exempelvis tala om
blåsigt gjutgods —; järngjutgods är gjutgods av gjutjärn,
dvs. omsmält järn för gjuteriändamål, medan tackjärn är
en masugnsprodukt.
Ramm som namn för ett gjuteriverktyg, även kallat
stamp, skall stavas med två m; det är samma ord som
fartygstermen ramm. Likaså skall man skriva ramma för
det därur avledda verbet, och ävenså rammning till
skillnad från ramning, av ram, rama. Man får i ordlistan
också veta att man skall stava segring med e och sustantivet
skolla med o.
Kalksats betyder avpassad kalkmängd, och kalksåttning
är kalkmängd i viss placering i en gjuteriugn. Samma
skillnad skall göras mellan kokssats och kokssättning.
Krympmån är dimensionspålägg med hänsyn till förutsedd
krympning, men krympmått är ett mätdon som tar hänsyn
till krympningen. Ordet kokill får ej användas för
kyl-kropp, såsom man ibland får höra.
Vissa inom gjuteritekniken förekommande lånord med
tydligt osvensk klang ha ersatts med mera svenska ord.
I stället för "charge" rekommenderas sats eller i vissa
fall smälta, i stället för "pipe" sugningshål eller sughål,
"schablonera" har ersatts med svarva och
"schablonerings-apparat" med svarvdon.
Några för den fria ordbildningen i gjuterierna
karakteristiska verbformer kunna vara värda ett omnämnande.
Att bestryka med black, ett slags svärta, kallas blacka,
att bestryka med grafit kallas grafita, och att belasta en
gjutform ined tyngder är att vikta den. Man finner
också i uppräkningen det gamla intressanta ordet varg i
betydelsen felaktigt gjutstycke eller felaktigt arbetsstycke.
I övrigt får ordlistan tala för sig själv. Rikligt utrymme
har lämnats för eventuella anteckningar, inte minst
sådana som gälla önskvärda ändringar och tillägg i nästa
upplaga.
Gjuteriteknisk ordlista försäljs genom bokhandeln, där
emot icke från TNC direkt. Priset är 1 krona. J W
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}