
Full resolution (JPEG) - On this page / på denna sida - H. 16. 21 april 1945 - Djupkylning vid spånbildande verktygsmaskiner, av G L - Centrifugalgjutningen gör framsteg, av L - Ny borrningsmetod, av Bn - Maskin för slipning av hårdmetallskär, av Bn
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
/// april 1945
461
värmeväxlare i vilken kylvätskan kan avlämna det värme
som den tillföres genom bearbetningen och genom
instrålning från omgivningen. Vid konstruktion av nya maskiner
bör denna kylning inbyggas organiskt i maskinen, men för
äldre maskiner kunna särskilda aggregat tillbyggas.
Kyl-vätskekretsen bör för att förlusterna skola bli så låga som
möjligt vara skyddad samt innehålla liten oljemängd. I
vissa fall kan det vara fördelaktigt att begagna en central
kylanläggning t.ex. för en grupp likartade
automatmaskiner, men som regel är individuell kylning av flera skäl
att föredra (Z. VDI 1944 s. 365). G L
DK 621.746.57
Centrifugalgjutningen gör framsteg. Utvecklingen
inom gjuteritekniken på senare tid har i stor omfattning
inriktat sig på att lösa de svårigheter som inträda, då det
gäller att få hög kvalitet och då föremålets form är
besvärlig. Rör och ringar kunna ej på tillfredsställande sätt
gjutas med vanliga metoder, särskilt om de gjutna
föremålen skola utsättas för svåra påkänningar eller nötning.
Sedan länge har man därför tillämpat metoden att genom
rotation ge godset större täthet och likformighet.
Under förra kriget utvecklades denna metod, benämnd
centrifugal- eller slunggjutning, hastigt, och numera gjutas
eldrör av legerat stål i horisontella metallformar, och
många gjuterier utföra rörgjutning av höglegerat stål och
metaller enligt denna metod, varvid användes sand- eller
metallformar. En växande tendens förefinnes att använda
centrifugalgjutning för gjutning av kvalitetsgods, liksom
att låta den ersätta smide. Koppardelar för elektriska
apparater utgöra ett annat område för centrifugalgjutning. Man
erhåller genom rotation med ca 300 r/m under ett par
minuter kopparringar, som äro fria från blåsor och
föroreningar och som ha större täthet än vid vanlig gjutning.
Stora tjänster har centrifugalmetoden gjort vid
flygma-skinsmotorfabrikation. Enligt meddelanden från England
ha svårigheter vid tillverkningen av kolvringar nu
övervunnits genom centrifugalgjutning av dessa i stor skala. Bara
i en fabrik utföres över en miljon sådana gjutningar per
år. På samma sätt framställas cylinderfoder. Genom den
förenklade framställningen av dessa har utbytet av foder
kunnat bli en vanlig reparation från att tidigare endast
ha förekommit vid speciella fall.
Parallellt med dessa framsteg ha emellertid
förbränningsmotorerna undergått en snabb förbättring, varigenom
anspråken på ringar och foder stegrats. Hastigheten,
temperaturen och kompressionen ha oavbrutet vuxit. Man
har därför nödgats tillgripa speciella åtgärder för dessa
detaljer. En av de betydelsefullaste är nitrerhärdning av
gjutjärnet. Metoden motsvarar den vid legerat stål
tillämpade nitreringen. Man använder en legering innehållande
Fig. 1. Maskiner för centrifugalgjutning.
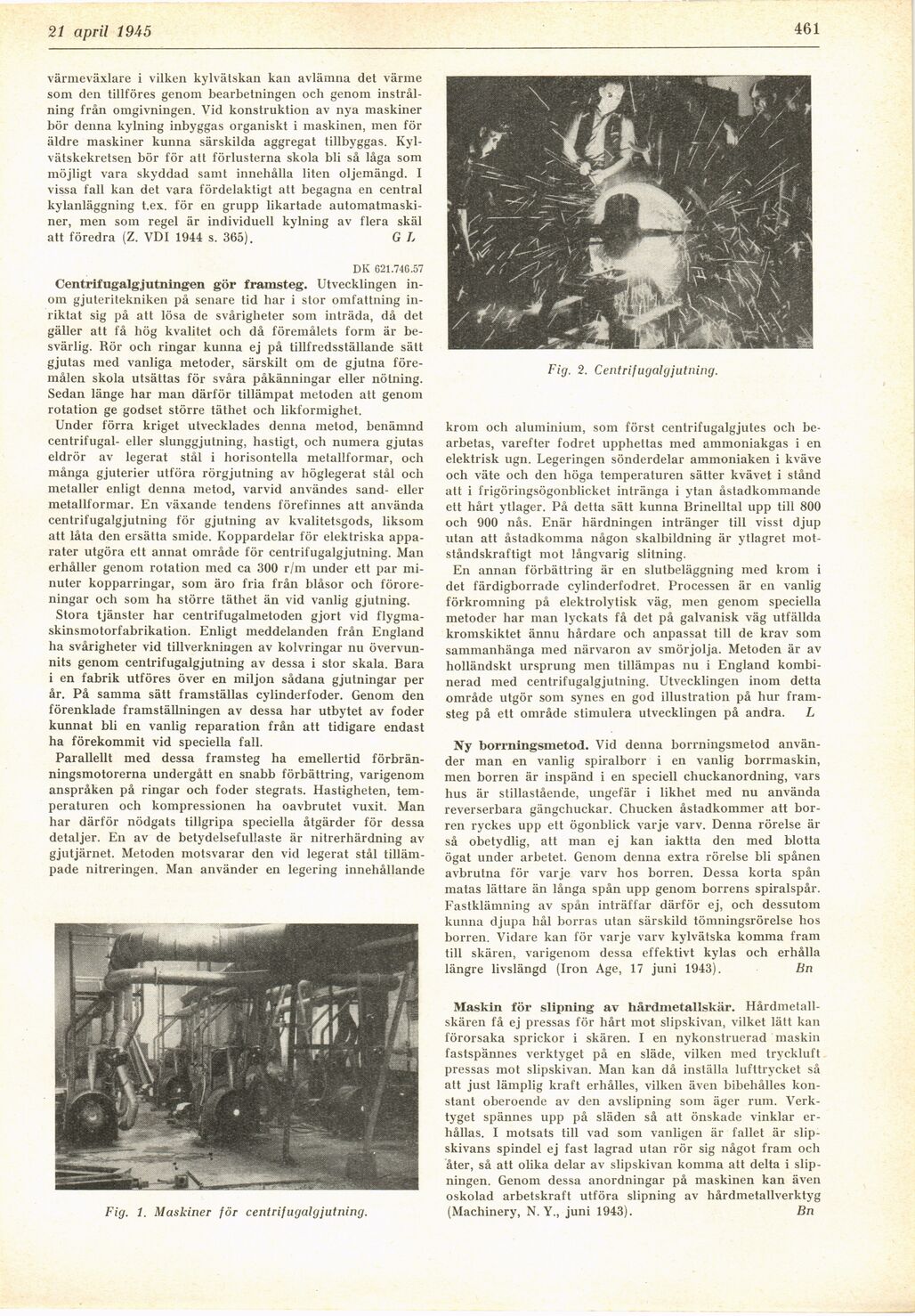
Fig. 2. Centrifugalgjutning.
krom och aluminium, som först centrifugalgjutes och
bearbetas, varefter fodret upphettas med ammoniakgas i en
elektrisk ugn. Legeringen sönderdelar ammoniaken i kväve
och väte och den höga temperaturen sätter kvävet i stånd
att i frigöringsögonblicket intränga i ytan åstadkommande
ett hårt ytlager. På detta sätt kunna Brinelltal upp till 800
och 900 nås. Enär härdningen intränger till visst djup
utan att åstadkomma någon skalbildning är ytlagret
motståndskraftigt mot långvarig slitning.
En annan förbättring är en slutbeläggning ined krom i
det färdigborrade cylinderfodret. Processen är en vanlig
förkromning på elektrolytisk väg, men genom speciella
metoder har man lyckats få det på galvanisk väg utfällda
kromskiktet ännu hårdare och anpassat till de krav som
sammanhänga med närvaron av smörjolja. Metoden är av
holländskt ursprung men tillämpas nu i England
kombinerad med centrifugalgjutning. Utvecklingen inom detta
område utgör som synes en god illustration på hur
framsteg på ett område stimulera utvecklingen på andra. L
Ny borrningsmetod. Vid denna borrningsmetod
använder man en vanlig spiralborr i en vanlig borrmaskin,
men borren är inspänd i en speciell chuckanordning, vars
hus är stillastående, ungefär i likhet med nu använda
reverserbara gängchuckar. Chucken åstadkommer att
borren ryckes upp ett ögonblick varje varv. Denna rörelse är
så obetydlig, att man ej kan iaktta den med blotta
ögat under arbetet. Genom denna extra rörelse bli spånen
avbrutna för varje varv hos borren. Dessa korta spån
matas lättare än långa spån upp genom borrens spiralspår.
Fastklämning av spån inträffar därför ej, och dessutom
kunna djupa hål borras utan särskild tömningsrörelse hos
borren. Vidare kan för varje varv kylvätska komma fram
till skären, varigenom dessa effektivt kylas och erhålla
längre livslängd (Iron Age, 17 juni 1943). Bn
Maskin för slipning av hårdmetallskär.
Hårdmetall-skären få ej pressas för hårt mot slipskivan, vilket lätt kan
förorsaka sprickor i skären. I en ny konstruerad maskin
fastspännes verktyget på en släde, vilken med tryckluft
pressas mot slipskivan. Man kan då inställa lufttrycket så
att just lämplig kraft erhålles, vilken även bibehålles
konstant oberoende av den avslipning som äger rum.
Verktyget spännes upp på släden så att önskade vinklar
erhållas. I motsats till vad som vanligen är fallet är
slipskivans spindel ej fast lagrad utan rör sig något fram och
åter, så att olika delar av slipskivan komma att delta i
slipningen. Genom dessa anordningar på maskinen kan även
oskolad arbetskraft utföra slipning av hårdmetallverktyg
(Machinery, N. Y„ juni 1943). Bn
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}