
Full resolution (JPEG) - On this page / på denna sida - H. 20. 19 maj 1945 - Säkerhetsföreskrifter vid reparationssvetsning av oljetankar, av Abraham Grünberg - Reparation av ubåtstryckskrov genom svetsning, av P Stenberg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
28 april 19A5
om tankarna äro vattenfyllda. Härvid böra
Riksförsäkringsanstaltens anvisningar nr 19 angående skydd mot
yrkesfara vid vissa arbeten för fartyg med oljetankar och
Varvsindustriföreningens bestämmelser beaktas."
Från Esab erhöll Svetskommissionen följande svar:
"Vi ha emottagit Eder skrivelse av den 8 dennes jämte
bilagor och ansluta vi oss i stort sett till de synpunkter i
rubr. ärende, som framläggas i skrivelse från
Sprängämnesinspektionen till Stockholms Örlogsvarv,
Ingenjördepartementet, av den 14/6 1944.
Vi vilja dock meddela, att vi från vår tidigare verksamhet
ha erfarenhet av liknande svetsning på brännoljetankar. Så
ha exempelvis tusentals nagel, som varit otäta för olja,
svetsats i Svenska Amerikalinjens fartyg "Stockholm" och
"Drottningholm". Naglarna ha suittit i plåtar av 5/s"—3U"
tjocklek, och för att förhindra att utläckande olja under
svetsningen antänts, vilket har skett i vissa fall, har man
förfarit så, att naglarna först diktats så väl som möjligt.
Svetsningen har därefter utförts så, att svetsstället erhållit
minsta möjliga upphettning. Detta får praktiskt taget inte
bli varmare än att man kan lägga handen på utan att bränna
sig. Noggrann kontroll härav har under arbetena
förekommit. I de fall, där ovannämnda svetsning har utförts, har
oljan alltid stått högt över svetsställena, och denna sak har
mycket noga kontrollerats av fartygets maskinister.
Vidare kunna vi meddela, att vi här i Göteborg utfört
svetsningar på i oljehamnen befintliga cisterner och
rörledningar, innehållande olja.
Såsom Sprängämnesinspektionen påpekar, bör risken för
genombränning och genomvärmning av plåten noga
beaktas. Denna risk bör avsevärt kunna reduceras, om
svetsarbetet anförtros åt erfarna svetsare, som icke använda
grövre elektroder och högre strömstyrka än vad som nätt
och jämnt behövs för den erforderliga sammansmältningen
av svetsmaterial och grundmaterial. Svetsningen kan
lämpligen utföras som vid kallsvetsning, dvs. man svetsar
endast några sekunder på samma ställe, förflyttar sig
därefter till ett annat ställe och svetsar under motsvarande
tid där, byter ånyo svetsplats osv., detta för att bästa
möjliga värmefördelning från svetsstället skall kunna äga rum.
Vi föreställa oss, att för den ifrågavarande 5 mm tjocka
plåten arbetet bör kunna göras med en 2 à 2,5 mm
elektrod och en strömstyrka, som ligger vid den lägre gränsen
för denna elektrods lämpliga strömstyrkeintervall.
Förfares på ovan angivet sätt, bör till följd av den
kylande effekt, som oljan har på insidan av plåten, knappast
någon riskabel uppvärmning av plåtens oljesida komma
till stånd. Som förut nämnts, bör man ju noga tillse, att
oljenivån står högt över svetsställena. Iakttagas dessutom
av Sprängämnesinspektionen förut nämnda anvisningar
bör enligt vår åsikt arbetet i fråga komma till utförande
utan alltför stor risk.
Då vi äro övertygade om, att våra skeppsvarv, som ha att
utföra reparationsarbeten på tankfartyg, äro i besittning
av en viss erfarenhet av arbeten av hithörande slag, skulle
vi emellertid vilja rekommendera, att hänvändelse göres
till dessa, så att de kunna delge sina erfarenheter."
Man lägger av detta märke till, som torde vara bekant för
de flesta varv, att svetsning verkligen utförts utanpå olje-
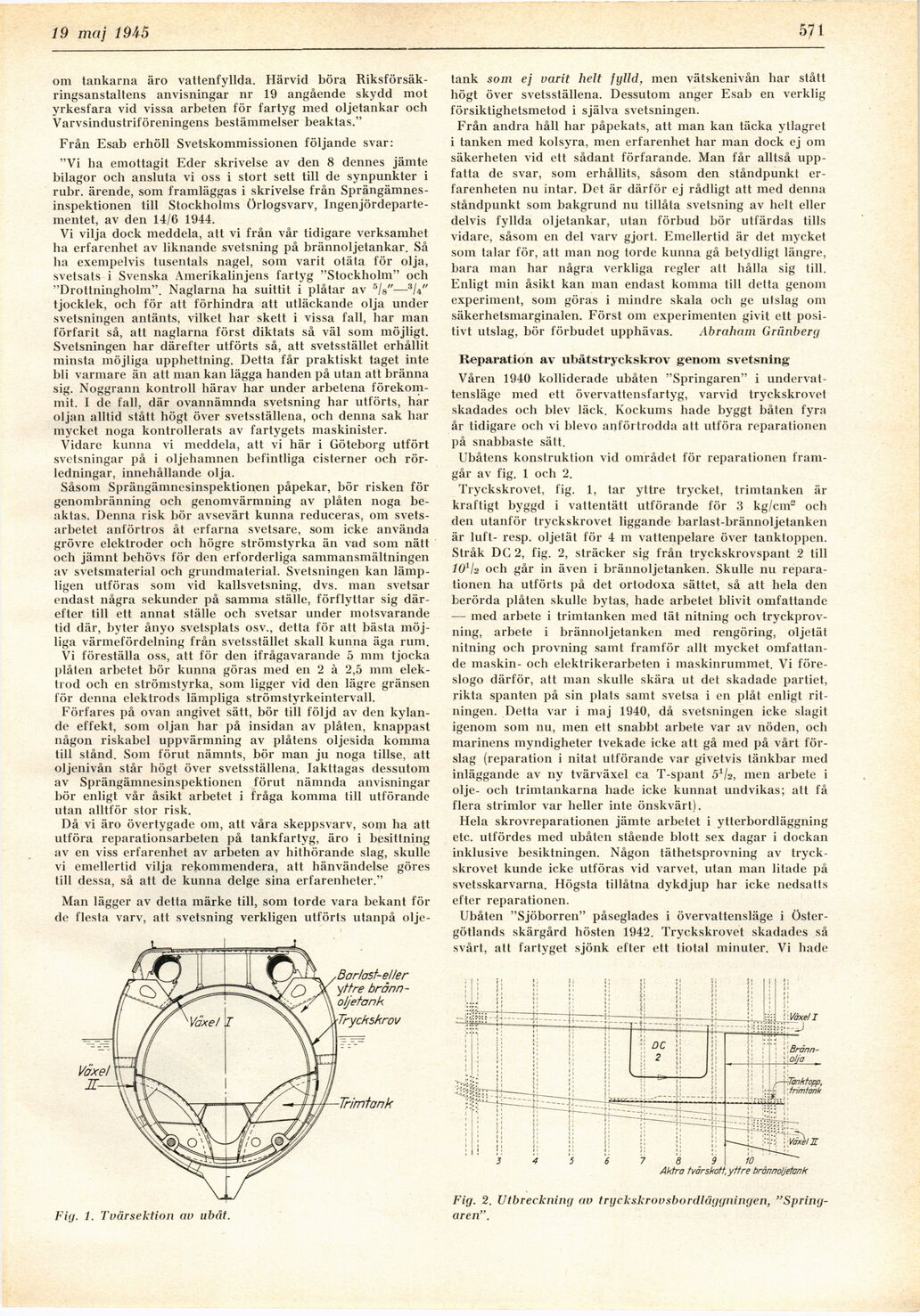
Fig. 1. Tvärsektion av ubåt.
571
tank som ej varit helt fylld, men vätskenivån har stått
högt över svetsställena. Dessutom anger Esab en verklig
försiktighetsmetod i själva svetsningen.
Från andra håll har påpekats, att man kan täcka ytlagret
i tanken med kolsyra, men erfarenhet har man dock ej om
säkerheten vid ett sådant förfarande. Man får alltså
uppfatta de svar, som erhållits, såsom den ståndpunkt
erfarenheten nu intar. Det är därför ej rådligt att med denna
ståndpunkt som bakgrund nu tillåta svetsning av helt eller
delvis fyllda oljetankar, utan förbud bör utfärdas tills
vidare, såsom en del varv gjort. Emellertid är det mycket
som talar för, att man nog torde kunna gå betydligt längre,
bara man har några verkliga regler att hålla sig till.
Enligt min åsikt kan man endast komma till detta genom
experiment, som göras i mindre skala och ge utslag om
säkerhetsmarginalen. Först om experimenten givit ett
positivt utslag, bör förbudet upphävas. Abraham Grimberg
Reparation av ubåtstryckskrov genom
svetsning-Våren 1940 kolliderade ubåten "Springaren" i
undervat-tensläge med ett övervattensfartyg, varvid tryckskrovet
skadades och blev läck. Kockums hade byggt båten fyra
år tidigare och vi blevo anförtrodda att utföra reparationen
på snabbaste sätt.
Ubåtens konstruktion vid området för reparationen
framgår av fig. 1 och 2.
Tryckskrovet, fig. 1, tar yttre trycket, trimtanken är
kraftigt byggd i vattentätt utförande för 3 kg/cm2 och
den utanför tryckskrovet liggande barlast-brännoljetanken
är luft- resp. oljetät för 4 m vattenpelare över tanktoppen.
Stråk DC 2, fig. 2, sträcker sig från tryckskrovspant 2 till
101ls och går in även i brännoljetanken. Skulle nu
reparationen ha utförts på det ortodoxa sättet, så att hela den
berörda plåten skulle bytas, hade arbetet blivit omfattande
— med arbete i trimtanken med tät nitning och
tryckprovning, arbete i brännoljetanken med rengöring, oljetät
nitning och provning samt framför allt mycket
omfattande maskin- och elektrikerarbeten i maskinrummet. Vi
före-slogo därför, att man skulle skära ut det skadade partiet,
rikta spanten på sin plats samt svetsa i en plåt enligt
ritningen. Detta var i maj 1940, då svetsningen icke slagit
igenom som nu, men ett snabbt arbete var av nöden, och
marinens myndigheter tvekade icke att gå med på vårt
förslag (reparation i nitat utförande var givetvis tänkbar med
inläggande av ny tvärväxel ca T-spant 51/», men arbete i
olje- och trimtankarna hade icke kunnat undvikas; att få
flera strimlor var heller inte önskvärt).
Hela skrovreparationen jämte arbetet i ytterbordläggning
etc. utfördes ined ubåten stående blott sex dagar i dockan
inklusive besiktningen. Någon täthetsprovning av
tryckskrovet kunde icke utföras vid varvet, utan man litade på
svetsskarvarna. Högsta tillåtna dykdjup har icke nedsatts
efter reparationen.
Ubåten "Sjöborren" påseglades i övervattensläge i
Östergötlands skärgård hösten 1942. Tryckskrovet skadades så
svårt, att fartyget sjönk efter ett tiotal minuter. Vi hade
Fig. 2. Utbreckning av tryckskrovsbordläggningen,
"Springaren".
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}