
Full resolution (JPEG) - On this page / på denna sida - H. 20. 19 maj 1945 - Reparation av ubåtstryckskrov genom svetsning, av P Stenberg - Svetsning under vatten, av C Linnander
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
572
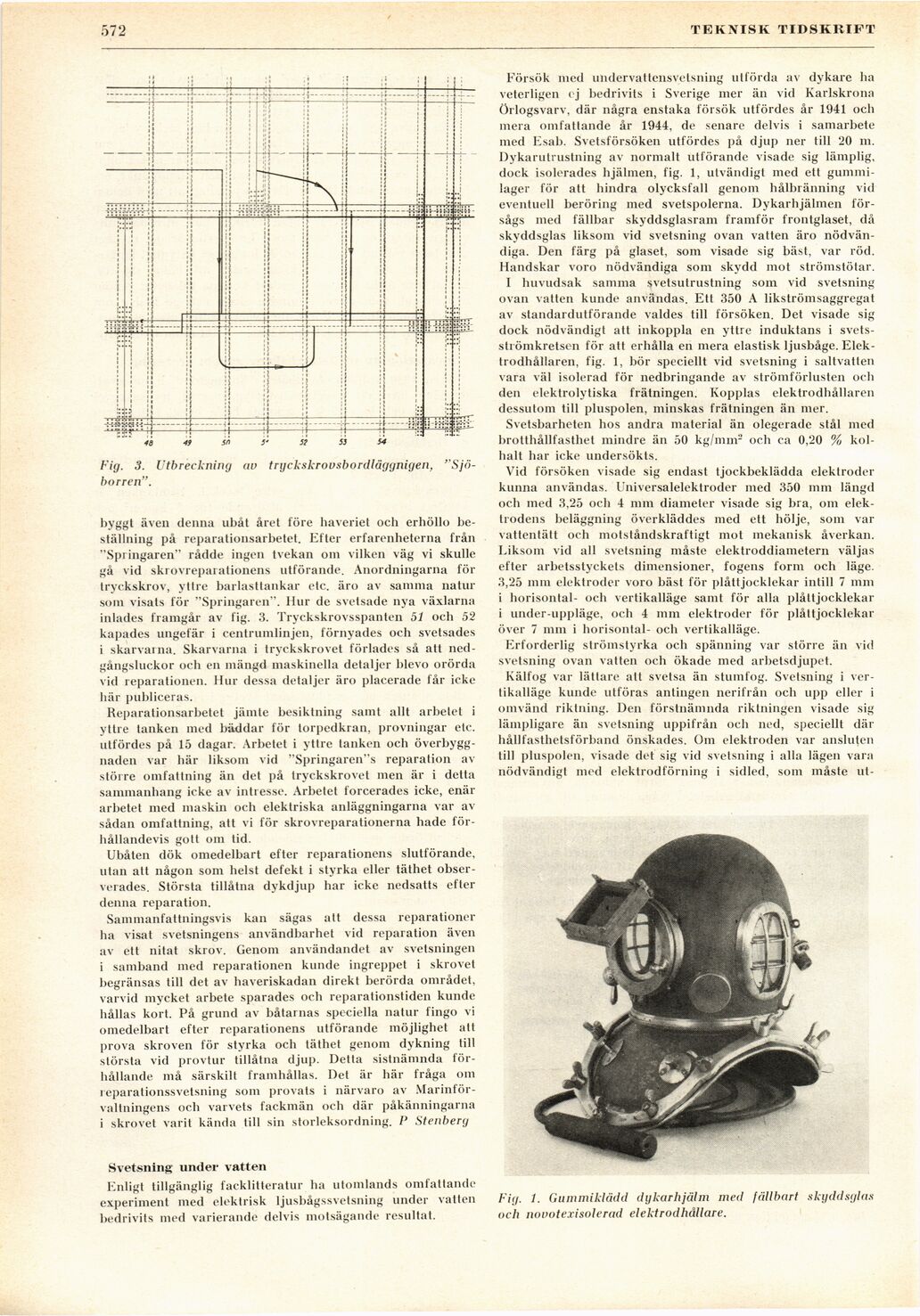
Fig. 3. Utbreckning av tryckskrovsbordläggnigeii,
’’Sjöborren".
byggt även denna ubåt året före haveriet och erhöllo
beställning på reparationsarbetet. Efter erfarenheterna från
"Springaren" rådde ingen tvekan om vilken väg vi skulle
gå vid skrovreparationens utförande. Anordningarna för
tryckskrov, yttre barlasttankar etc. äro av samma natur
som visats för "Springaren". Hur de svetsade nya växlarna
inlades framgår av fig. 3. Tryckskrovsspanten 51 och 52
kapades ungefär i centrumlinjen, förnyades och svetsades
i skarvarna. Skarvarna i tryckskrovet förlades så att
nedgångsluckor och en mängd maskinella detaljer blevo orörda
vid reparationen. Hur dessa detaljer äro placerade får icke
här publiceras.
Reparationsarbetet jämte besiktning samt allt arbetet i
yttre tanken med bäddar för torpedkran, provningar etc.
utfördes på 15 dagar. Arbetet i yttre tanken och
överbyggnaden var här liksom vid "Springaren"s reparation av
större omfattning än det på tryckskrovet men är i detta
sammanhang icke av intresse. Arbetet forcerades icke, enär
arbetet med maskin och elektriska anläggningarna var av
sådan omfattning, att vi för skrovreparationerna hade
förhållandevis gott om tid.
Ubåten dök omedelbart efter reparationens slutförande,
utan alt någon som helst defekt i styrka eller täthet
observerades. Största tillåtna dykdjup har icke nedsatts efter
denna reparation.
Sammanfattningsvis kan sägas att dessa reparationer
ha visat svetsningens användbarhet vid reparation även
av ett nitat skrov. Genom användandet av svetsningen
i samband med reparationen kunde ingreppet i skrovet
begränsas till det av haveriskadan direkt berörda området,
varvid mycket arbete sparades och reparationstiden kunde
hållas kort. På grund av båtarnas speciella natur fingo vi
omedelbart efter reparationens utförande möjlighet att
prova skroven för styrka och täthet genom dykning till
största vid provtur tillåtna djup. Detta sistnämnda
förhållande må särskilt framhållas. Det är här fråga om
reparationssvetsning som provats i närvaro av
Marinförvaltningens och varvets fackmän och där påkänningarna
i skrovet varit kända till sin storleksordning. P Stenberg
Svetsning under vatten
Enligt tillgänglig facklitteratur ha utomlands omfattande
experiment med elektrisk ljusbågssvetsning under vatten
bedrivits med varierande delvis motsägande resultat.
Försök med undervattensvetsning utförda av dykare ha
veterligen ej bedrivits i Sverige mer än vid Karlskrona
örlogsvarv, där några enstaka försök utfördes år 1941 och
mera omfattande år 1944, de senare delvis i samarbete
med Esab. Svetsförsöken utfördes på djup ner till 20 m.
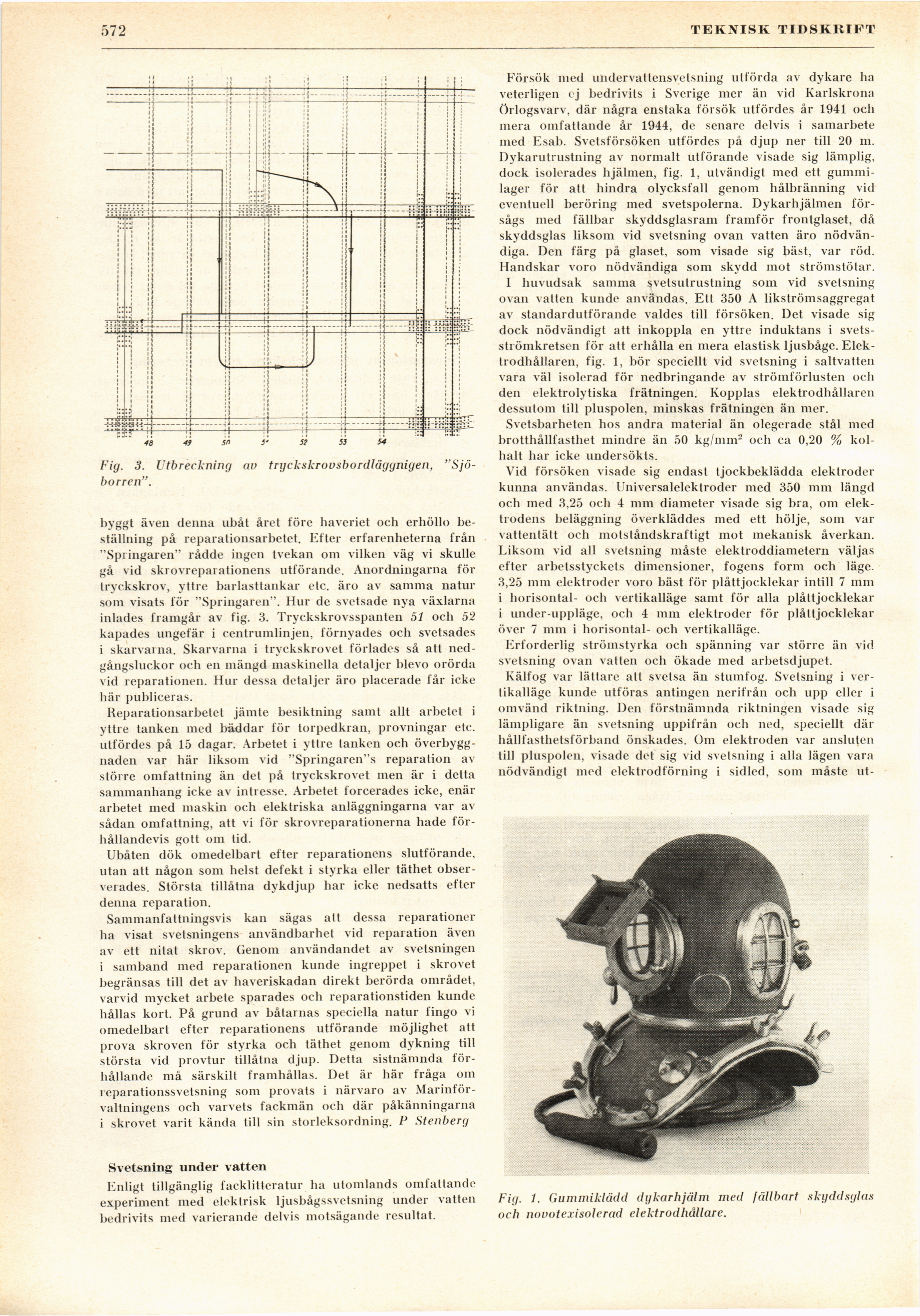
Dykarutrustning av normalt utförande visade sig lämplig,
dock isolerades hjälmen, fig. 1, utvändigt med ett
gummilager för att hindra olycksfall genom hålbränning vid
eventuell beröring med svetspolerna. Dykarhjälmen
försågs med fällbar skyddsglasram framför frontglaset, då
skyddsglas liksom vid svetsning ovan vatten äro
nödvändiga. Den färg på glaset, som visade sig bäst, var röd.
Handskar voro nödvändiga som skydd mot strömstötar.
I huvudsak samma svetsutrustning som vid svetsning
ovan vatten kunde användas. Ett 350 A likströmsaggregat
av standardutförande valdes till försöken. Det visade sig
dock nödvändigt att inkoppla en yttre induktans i
svets-sti omkretsen för att erhålla en mera elastisk ljusbåge.
Elek-trodhållaren, fig. 1, bör speciellt vid svetsning i saltvatten
vara väl isolerad för nedbringande av strömförlusten och
den elektrolytiska frätningen. Kopplas elektrodhållaren
dessutom till pluspolen, minskas frätningen än mer.
Svetsbarheten hos andra material än olegerade stål med
brotthållfasthet mindre än 50 kg/mm2 och ca 0,20 %
kolhalt har icke undersökts.
Vid försöken visade sig endast tjockbeklädda elektroder
kunna användas. Universalelektroder med 350 mm längd
och med 3,25 och 4 mm diameter visade sig bra, om
elektrodens beläggning överkläddes med ett hölje, som var
vattentätt och motståndskraftigt mot mekanisk åverkan.
Liksom vid all svetsning måste elektroddiametern väljas
efter arbetsstyckets dimensioner, fogens form och läge.
3,25 mm elektroder voro bäst för plåttjocklekar intill 7 mm
i horisontal- och vertikalläge samt för alla plåttjocklekar
i under-uppläge, och 4 mm elektroder för plåttjocklekar
över 7 mm i horisontal- och vertikalläge.
Erforderlig strömstyrka och spänning var större än vid
svetsning ovan vatten och ökade med arbetsdjupet.
Kälfog var lättare alt svetsa än stumfog. Svetsning i
vertikalläge kunde utföras antingen nerifrån och upp eller i
omvänd riktning. Den förstnämnda riktningen visade sig
lämpligare än svetsning uppifrån och ned, speciellt där
hållfasthetsförband önskades. Om elektroden var ansluten
till pluspolen, visade det sig vid svetsning i alla lägen vara
nödvändigt med elektrodförning i sidled, som måste ut-
Fig. 1. Gummiklädd dgkarhjälm med fällbart skyddsglas
och novotexisolerad elektrodhållare.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}