
Full resolution (JPEG) - On this page / på denna sida - H. 37. 15 september 1945 - Trådglasrutor bäst vid bombning, av G L - Kopparlödning, av G L
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
1008
TEKNISK TIDSKRIFT
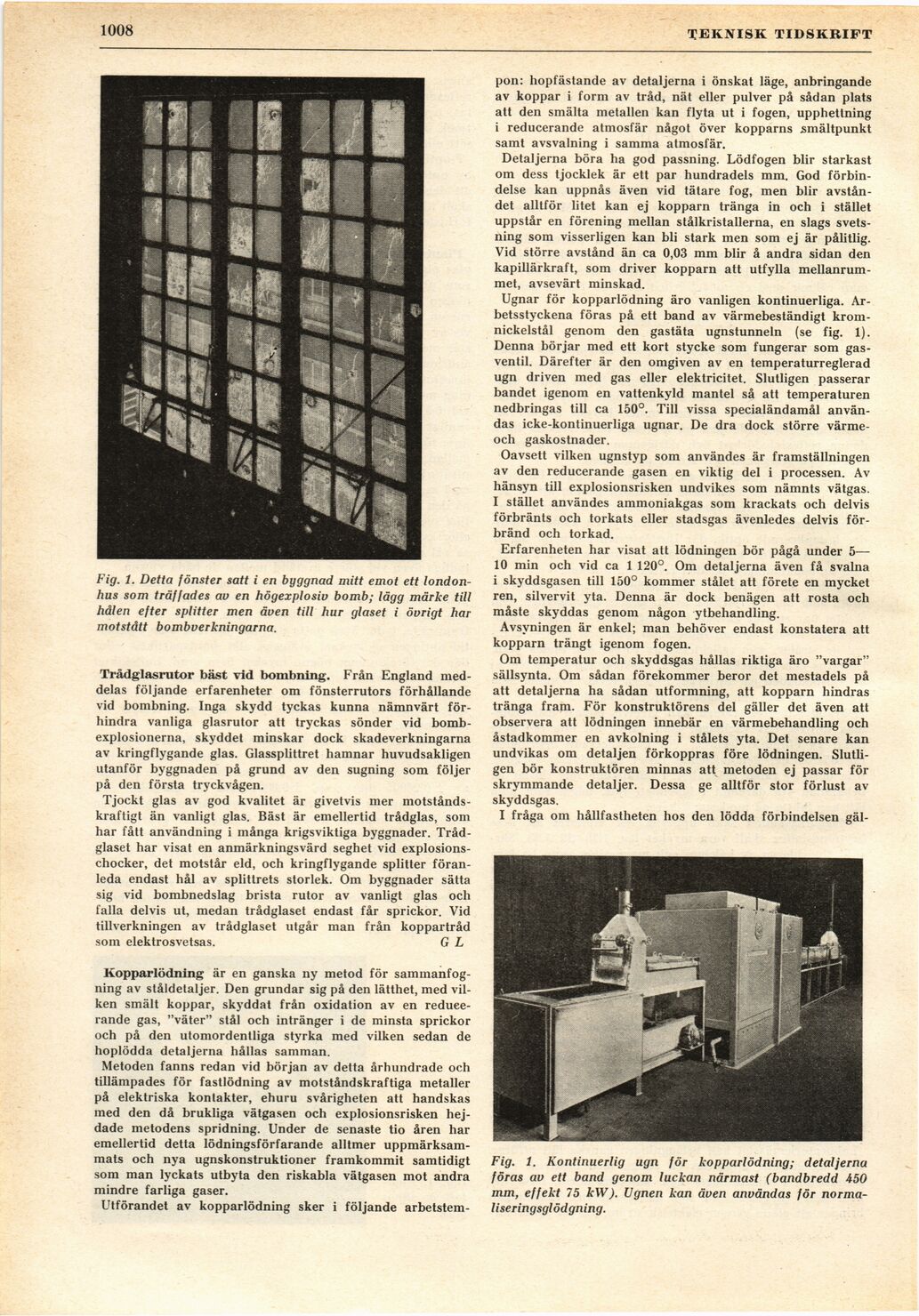
Fig. 1. Detta fönster satt i en byggnad mitt emot ett
londonhus som träffades av en högexplosiv bomb; lägg märke till
hålen efter splitter men även till hur glaset i övrigt har
motstått bombverkningarna.
Trådglasrutor bäst vid bombning. Från England
meddelas följande erfarenheter om fönsterrutors förhållande
vid bombning. Inga skydd tyckas kunna nämnvärt
förhindra vanliga glasrutor att tryckas sönder vid
bombexplosionerna, skyddet minskar dock skadeverkningarna
av kringflygande glas. Glassplittret hamnar huvudsakligen
utanför byggnaden på grund av den sugning som följer
på den första tryckvågen.
Tjockt glas av god kvalitet är givetvis mer
motståndskraftigt än vanligt glas. Bäst är emellertid trådglas, som
har fått användning i många krigsviktiga byggnader.
Trådglaset har visat en anmärkningsvärd seghet vid
explosionschocker, det motstår eld, och kringflygande splitter
föranleda endast hål av splittrets storlek. Om byggnader sätta
sig vid bombnedslag brista rutor av vanligt glas och
falla delvis ut, medan trådglaset endast får sprickor. Vid
tillverkningen av trådglaset utgår man från koppartråd
som elektrosvetsas. G L
Kopparlödning är en ganska ny metod för
sammanfogning av ståldetaljer. Den grundar sig på den lätthet, med
vilken smält koppar, skyddat från oxidation av en
reducerande gas, "väter" stål och intränger i de minsta sprickor
och på den utomordentliga styrka med vilken sedan de
hoplödda detaljerna hållas samman.
Metoden fanns redan vid början av detta århundrade och
tillämpades för fastlödning av motståndskraftiga metaller
på elektriska kontakter, ehuru svårigheten att handskas
med den då brukliga vätgasen och explosionsrisken
hejdade metodens spridning. Under de senaste tio åren har
emellertid detta lödningsförfarande alltmer
uppmärksammats och nya ugnskonstruktioner framkommit samtidigt
som man lyckats utbyta den riskabla vätgasen mot andra
mindre farliga gaser.
Utförandet av kopparlödning sker i följande arbetstem-
pon: hopfästande av detaljerna i önskat läge, anbringande
av koppar i form av tråd, nät eller pulver på sådan plats
att den smälta metallen kan flyta ut i fogen, upphettning
i reducerande atmosfär något över kopparns smältpunkt
samt avsvalning i samma atmosfär.
Detaljerna böra ha god passning. Lödfogen blir starkast
om dess tjocklek är ett par hundradels mm. God
förbindelse kan uppnås även vid tätare fog, men blir
avståndet alltför litet kan ej kopparn tränga in och i stället
uppstår en förening mellan stålkristallerna, en slags
svetsning som visserligen kan bli stark men som ej är pålitlig.
Vid större avstånd än ca 0,03 mm blir å andra sidan den
kapillärkraft, som driver kopparn att utfylla
mellanrummet, avsevärt minskad.
Ugnar för kopparlödning äro vanligen kontinuerliga.
Ar-betsstyckena föras på ett band av värmebeständigt
kromnickelstål genom den gastäta ugnstunneln (se fig. 1).
Denna börjar med ett kort stycke som fungerar som
gasventil. Därefter är den omgiven av en temperaturreglerad
ugn driven med gas eller elektricitet. Slutligen passerar
bandet igenom en vattenkyld mantel så att temperaturen
nedbringas till ca 150°. Till vissa specialändamål
användas icke-kontinuerliga ugnar. De dra dock större
värme-och gaskostnader.
Oavsett vilken ugnstyp som användes är framställningen
av den reducerande gasen en viktig del i processen. Av
hänsyn till explosionsrisken undvikes som nämnts vätgas.
I stället användes ammoniakgas som krackats och delvis
förbränts och torkats eller stadsgas ävenledes delvis
förbränd och torkad.
Erfarenheten har visat att lödningen bör pågå under 5—
10 min och vid ca 1 120°. Om detaljerna även få svalna
i skyddsgasen till 150° kommer stålet att förete en mycket
ren, silvervit yta. Denna är dock benägen att rosta och
måste skyddas genom någon ytbehandling.
Avsvningen är enkel; man behöver endast konstatera att
kopparn trängt igenom fogen.
Om temperatur och skyddsgas hållas riktiga äro "vargar"
sällsynta. Om sådan förekommer beror det mestadels på
att detaljerna ha sådan utformning, att kopparn hindras
tränga fram. För konstruktörens del gäller det även att
observera att lödningen innebär en värmebehandling och
åstadkommer en avkolning i stålets yta. Det senare kan
undvikas om detaljen förkoppras före lödningen.
Slutligen bör konstruktören minnas att metoden ej passar för
skrymmande detaljer. Dessa ge alltför stor förlust av
skyddsgas.
I fråga om hållfastheten hos den lödda förbindelsen gäl-
Fig. 1. Kontinuerlig ugn för kopparlödning; detaljerna
föras av ett band genom luckan närmast (bandbredd 450
mm, effekt 75 kW). Ugnen kan även användas för
norma-liseringsglödgning.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}