
Full resolution (JPEG) - On this page / på denna sida - H. 3. 19 januari 1946 - Reparation och nytillverkning av snabbstålsverktyg genom svetsning, av Rudolf Gunnert
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
58
\ TEKNISK TIDSKRIFT
bli ett gott snabbstål. Av denna anledning håller
man vid snabbstål av nämnda typ och typ 18-4-1
en härdtemperatur av ända upp till nära 1 300°C.
Fig. 22 visar hårdheten hos ett stål av typ 18-4-1,
vilket härdats från olika temperaturer.
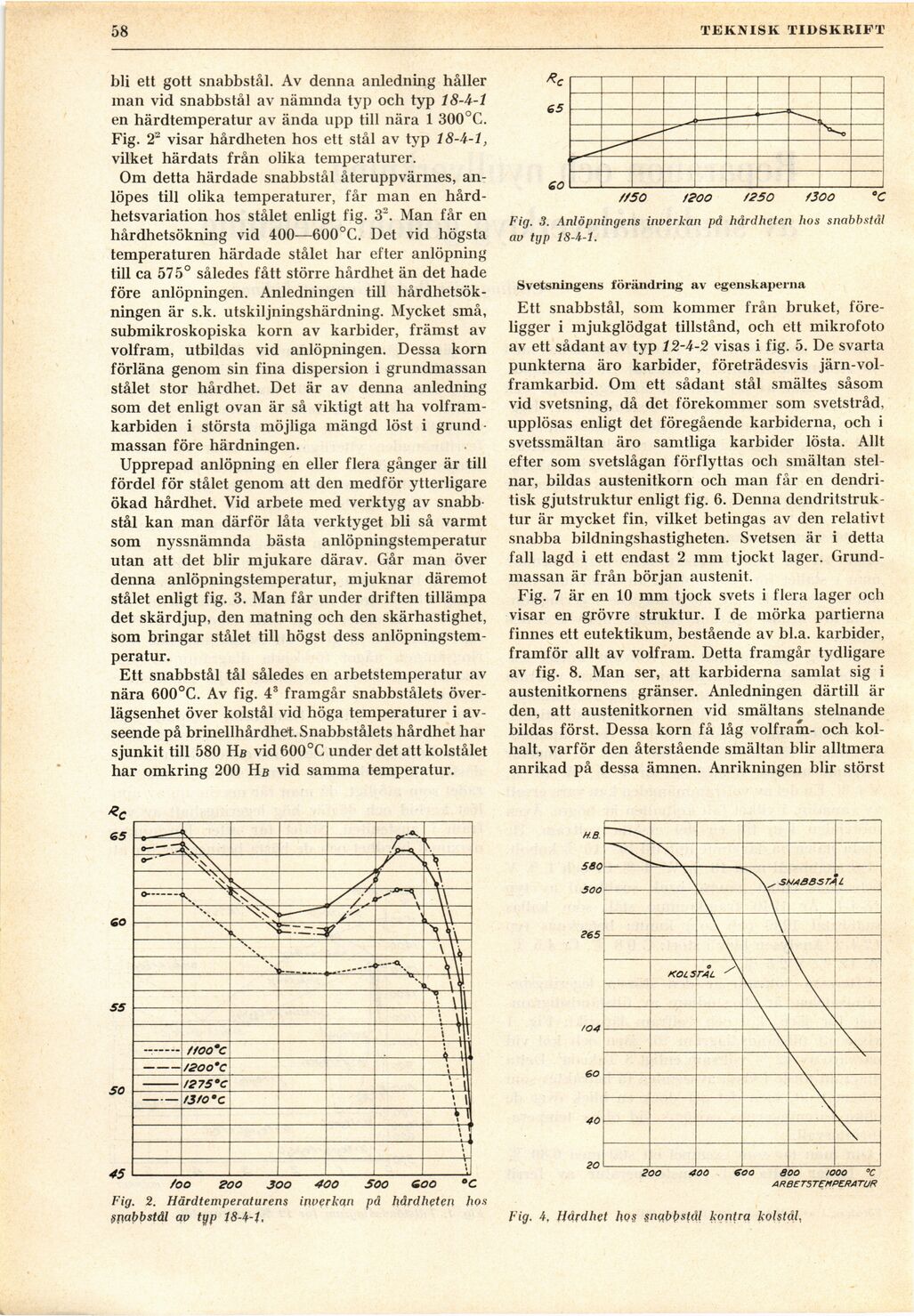
Om detta härdade snabbstål återuppvärmes,
an-löpes till olika temperaturer, får man en
hårdhetsvariation hos stålet enligt fig. 32. Man får en
hårdhetsökning vid 400—600°C. Det vid högsta
temperaturen härdade stålet har efter anlöpning
till ca 575° således fått större hårdhet än det hade
före anlöpningen. Anledningen till
hårdhetsökningen är s.k. utskiljningshärdning. Mycket små,
submikroskopiska korn av karbider, främst av
volfram, utbildas vid anlöpningen. Dessa korn
förläna genom sin fina dispersion i grundmassan
stålet stor hårdhet. Det är av denna anledning
som det enligt ovan är så viktigt att ha
volfram-karbiden i största möjliga mängd löst i
grund-massan före härdningen.
Upprepad anlöpning en eller flera gånger är till
fördel för stålet genom att den medför ytterligare
ökad hårdhet. Vid arbete med verktyg av
snabbstål kan man därför låta verktyget bli så varmt
som nyssnämnda bästa anlöpningstemperatur
utan att det blir mjukare därav. Går man över
denna anlöpningstemperatur, mjuknar däremot
stålet enligt fig. 3. Man får under driften tillämpa
det skärdjup, den matning och den skärhastighet,
som bringar stålet till högst dess
anlöpningstemperatur.
Ett snabbstål tål således en arbetstemperatur av
nära 600°C. Av fig. 43 framgår snabbstålets
överlägsenhet över kolstål vid höga temperaturer i
avseende på brinellhårdhet. Snabbstålets hårdhet har
sjunkit till 580 Hß vid 600°G under det att kolstålet
har omkring 200 Hb vid samma temperatur.
Fig. 3. Anlöpningens inverkan på hårdheten hos snabbstål
av typ 18-4-1.
Svetsningens förändring av egenskaperna
Ett snabbstål, som kommer från bruket,
föreligger i mjukglödgat tillstånd, och ett mikrofoto
av ett sådant av typ 12-4-2 visas i fig. 5. De svarta
punkterna äro karbider, företrädesvis
järn-vol-framkarbid. Om ett sådant stål smältes såsom
vid svetsning, då det förekommer som svetstråd,
upplösas enligt det föregående karbiderna, och i
svetssmältan äro samtliga karbider lösta. Allt
efter som svetslågan förflyttas och smältan
stelnar, bildas austenitkorn och man får en
dendri-tisk gjutstruktur enligt fig. 6. Denna
dendritstruk-tur är mycket fin, vilket betingas av den relativt
snabba bildningshastigheten. Svetsen är i detta
fall lagd i ett endast 2 mm tjockt lager.
Grundmassan är från början austenit.
Fig. 7 är en 10 mm tjock svets i flera lager ocli
visar en grövre struktur. I de mörka partierna
finnes ett eutektikum, bestående av bl.a. karbider,
framför allt av volfram. Detta framgår tydligare
av fig. 8. Man ser, att karbiderna samlat sig i
austenitkornens gränser. Anledningen därtill är
den, att austenitkornen vid smältans stelnande
bildas först. Dessa korn få låg volfram- och
kolhalt, varför den återstående smältan blir alltmera
anrikad på dessa ämnen. Anrikningen blir störst
Fig. 4, Hårdhet hos snqbfrstål kontra kolstål,
45
Fig. 2. Härdtemperaturens inverkan på hårdheten hos
Wabbstål av typ 18-4-1.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}