
Full resolution (JPEG) - On this page / på denna sida - H. 3. 19 januari 1946 - Reparation och nytillverkning av snabbstålsverktyg genom svetsning, av Rudolf Gunnert

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
60
\ TEKNISK TIDSKRIFT
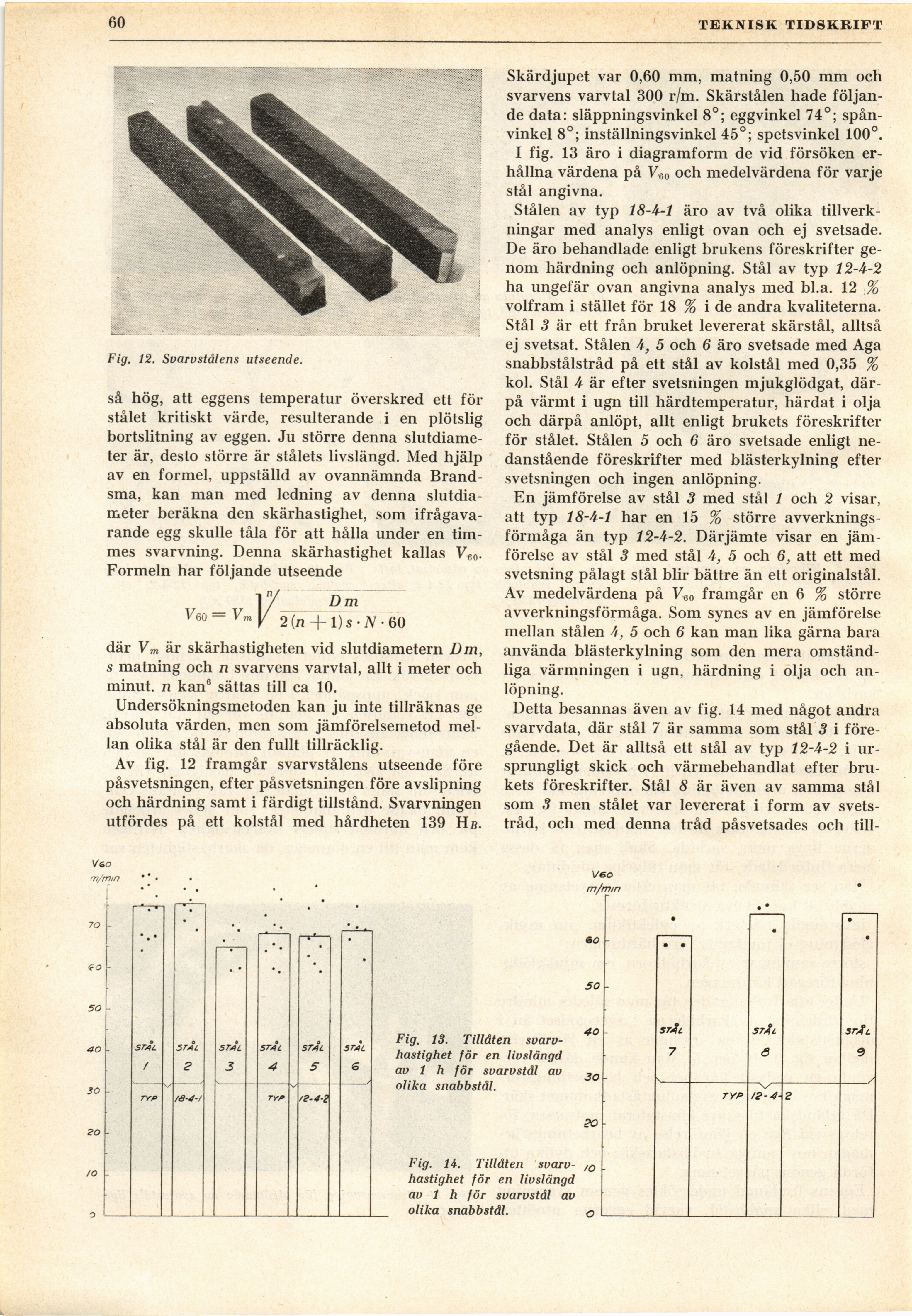
Fig. 12. Svarvstålens utseende.
så hög, att eggens temperatur överskred ett för
stålet kritiskt värde, resulterande i en plötslig
bortslitning av eggen. Ju större denna
slutdiameter är, desto större är stålets livslängd. Med hjälp
av en formel, uppställd av ovannämnda
Brand-sma, kan man med ledning av denna
slutdiameter beräkna den skärhastighet, som
ifrågavarande egg skulle tåla för att hålla under en
timmes svarvning. Denna skärhastighet kallas V.B0.
Formeln har följande utseende
Y/Z Dm
Vßo -Vmy 2 (n + 1) s • iV ■ 60
där Vm är skärhastigheten vid slutdiametern Dm,
s matning och n svarvens varvtal, allt i meter och
minut, n kan6 sättas till ca 10.
Undersökningsmetoden kan ju inte tillräknas ge
absoluta värden, men som jämförelsemetod
mellan olika stål är den fullt tillräcklig.
Av fig. 12 framgår svarvstålens utseende före
påsvetsningen, efter påsvetsningen före avslipning
och härdning samt i färdigt tillstånd. Svarvningen
utfördes på ett kolstål med hårdheten 139 Hß.
Skärdjupet var 0,60 mm, matning 0,50 mm och
svarvens varvtal 300 r/m. Skärstålen hade
följande data: släppningsvinkel 8°; eggvinkel 74°;
spån-vinkel 8°; inställningsvinkel 45°; spetsvinkel 100°.
I fig. 13 äro i diagramform de vid försöken
erhållna värdena på V60 och medelvärdena för varje
stål angivna.
Stålen av typ 18-4-1 äro av två olika
tillverkningar med analys enligt ovan och ej svetsade.
De äro behandlade enligt brukens föreskrifter
genom härdning och anlöpning. Stål av typ 12-4-2
ha ungefär ovan angivna analys med bl.a. 12 %
volfram i stället för 18 % i de andra kvaliteterna.
Stål 3 är ett från bruket levererat skärstål, alltså
ej svetsat. Stålen 4, 5 och 6 äro svetsade med Aga
snabbstålstråd på ett stål av kolstål med 0,35 %
kol. Stål 4 är efter svetsningen mjukglödgat,
därpå värmt i ugn till härdtemperatur, härdat i olja
och därpå anlöpt, allt enligt brukets föreskrifter
för stålet. Stålen 5 och 6 äro svetsade enligt
nedanstående föreskrifter med blästerkylning efter
svetsningen och ingen anlöpning.
En jämförelse av stål 3 med stål 1 och 2 visar,
att typ 18-4-1 har en 15 % större
avverkningsförmåga än typ 12-4-2. Därjämte visar en
jämförelse av stål 3 med stål 4, 5 och 6, att ett med
svetsning pålagt stål blir bättre än ett originalstål.
Av medelvärdena på V60 framgår en 6 % större
avverkningsförmåga. Som synes av en jämförelse
mellan stålen 4, 5 och 6 kan man lika gärna bara
använda blästerkylning som den mera
omständliga värmningen i ugn, härdning i olja och
anlöpning.
Detta besannas även av fig. 14 med något andra
svarvdata, där stål 7 är samma som stål 3 i
föregående. Det är alltså ett stål av typ 12-4-2 i
ursprungligt skick och värmebehandlat efter
brukets föreskrifter. Stål 8 är även av samma stål
som 3 men stålet var levererat i form av
svets-tråd, och med denna tråd påsvetsades och till-
Fig. 13. Tillåten
svarvhastighet för en livslängd
av 1 h för svarvstål av
olika snabbstål.
Fig. 14. Tillåten
svarvhastighet för en livslängd
av 1 h för svarvstål av
olika snabbstål.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}