
Full resolution (JPEG) - On this page / på denna sida - H. 5. 2 februari 1946 - Virvelströmsvärmugnens utveckling och fysikaliska lagar, av Ludwig Dreyfus

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
120
\ TEKNISK TIDSKRIFT
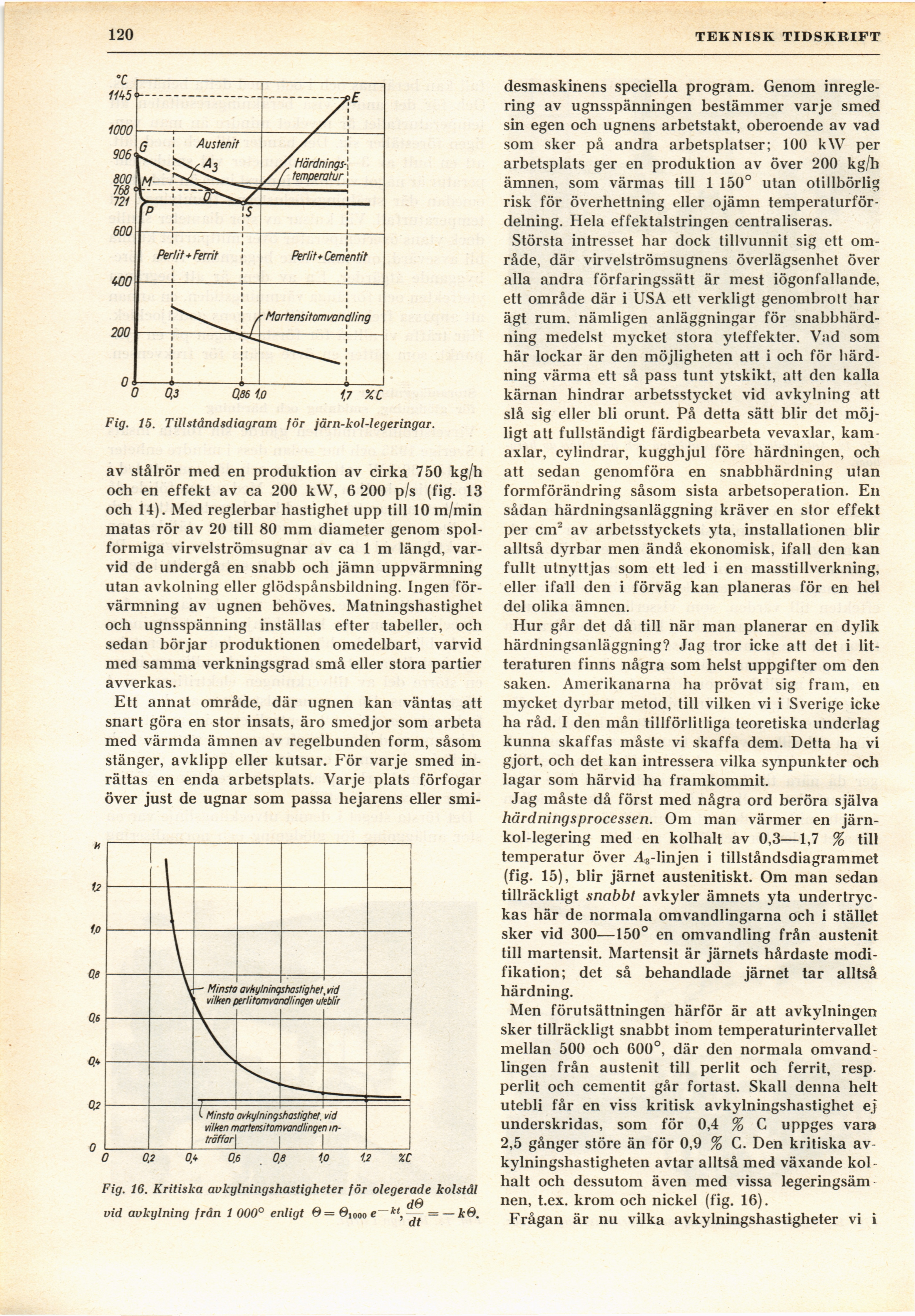
Fig. 15. Tillståndsdiagram för järn-kol-legeringar.
av stålrör med en produktion av cirka 750 kg/h
och en effekt av ca 200 kW, 6 200 p/s (fig. 13
och 14). Med reglerbar hastighet upp till 10 m/min
matas rör av 20 till 80 mm diameter genom
spolformiga virvelströmsugnar av ca 1 m längd,
varvid de undergå en snabb och jämn uppvärmning
utan avkolning eller glödspånsbildning. ingen
förvärmning av ugnen behöves. Matningshastighet
och ugnsspänning inställas efter tabeller, och
sedan börjar produktionen omedelbart, varvid
med samma verkningsgrad små eller stora partier
avverkas.
Ett annat område, där ugnen kan väntas att
snart göra en stor insats, äro smedjor som arbeta
med värmda ämnen av regelbunden form, såsom
stänger, avklipp eller kutsar. För varje smed
inrättas en enda arbetsplats. Varje plats förfogar
över just de ugnar som passa hejarens eller smi-
Fig. 16. Kritiska avkylningshastigheter för olegerade kolstdl
dB
vid avkylning från 1 000° enligt 6= 6i0oo e~kl,— = — kß.
desmaskinens speciella program. Genom
inreglering av ugnsspänningen bestämmer varje smed
sin egen och ugnens arbetstakt, oberoende av vad
som sker på andra arbetsplatser; 100 kW per
arbetsplats ger en produktion av över 200 kg/h
ämnen, som värmas till 1 150° utan otillbörlig
risk för överhettning eller ojämn
temperaturfördelning. Hela effektalstringen centraliseras.
Största intresset har dock tillvunnit sig ett
område, där virvelströmsugnens överlägsenhet över
alla andra förfaringssätt är mest iögonfallande,
ett område där i USA ett verkligt genombrott har
ägt rum. nämligen anläggningar för
snabbhärd-ning medelst mycket stora yteffekter. Vad som
här lockar är den möjligheten att i och för
härdning värma ett så pass tunt ytskikt, att den kalla
kärnan hindrar arbetsstycket vid avkylning att
slå sig eller bli orunt. På detta sätt blir det
möjligt att fullständigt färdigbearbeta vevaxlar, kam
axlar, cylindrar, kugghjul före härdningen, och
att sedan genomföra en snabbhärdning ulan
formförändring såsom sista arbetsoperation. En
sådan härdningsanläggning kräver en stor effekt
per cm2 av arbetsstyckets yta, installationen blir
alltså dyrbar men ändå ekonomisk, ifall den kan
fullt utnyttjas som ett led i en masstillverkning,
eller ifall den i förväg kan planeras för en hel
del olika ämnen.
Hur går det då till när man planerar en dylik
härdningsanläggning? Jag tror icke att det i
litteraturen finns några som helst uppgifter om den
saken. Amerikanarna ha prövat sig fram, en
mycket dyrbar metod, till vilken vi i Sverige icke
ha råd. I den mån tillförlitliga teoretiska underlag
kunna skaffas måste vi skaffa dem. Detta ha vi
gjort, och det kan intressera vilka synpunkter och
lagar som härvid ha framkommit.
Jag måste då först med några ord beröra själva
härdningsprocessen. Om man värmer en
järnkol-legering med en kolhalt av 0,3—1,7 % till
temperatur över A3-linjen i tillståndsdiagrammet
(fig. 15), blir järnet austenitiskt. Om man sedan
tillräckligt snabbt avkyler ämnets yta
undertryckas här de normala omvandlingarna och i stället
sker vid 300—150° en omvandling från austenit
till martensit. Martensit är järnets hårdaste
modifikation; det så behandlade järnet tar alltså
härdning.
Men förutsättningen härför är att avkylningen
sker tillräckligt snabbt inom temperaturintervallet
mellan 500 och 600°, där den normala
omvandlingen från austenit till perlit och ferrit, resp.
perlit och cementit går fortast. Skall denna helt
utebli får en viss kritisk avkylningshastighet ej
underskridas, som för 0,4 % C uppges vara
2,5 gånger störe än för 0,9 % C. Den kritiska
av-kylningshastigheten avtar alltså med växande
kolhalt och dessutom även med vissa legeringsäm
nen, t.ex. krom och nickel (fig. 16).
Frågan är nu vilka avkylningshastigheter vi i
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}