
Full resolution (JPEG) - On this page / på denna sida - H. 11. 16 mars 1946 - Serieproduktion av flygplan, av Arne Rydberg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
272 \ TEKNISK TIDSKRIFT
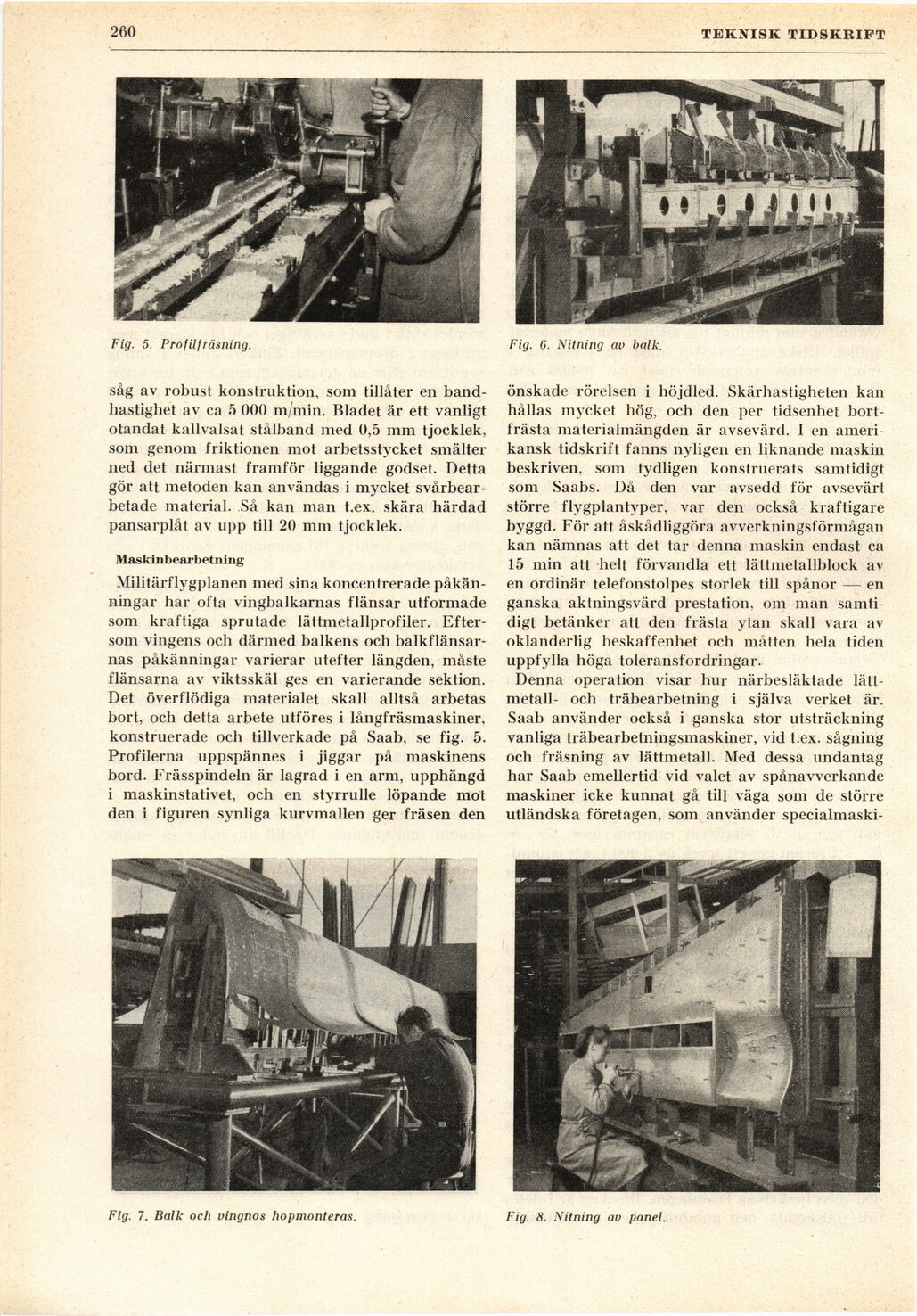
Fig. 5. Profilfräsning.
såg av robust konstruktion, som tillåter en
bandhastighet av ca 5 000 m/min. Bladet är ett vanligt
otandat kallvalsat stålband med 0,5 mm tjocklek,
som genom friktionen mot arbetsstycket smälter
ned det närmast framför liggande godset. Detta
gör att metoden kan användas i mycket
svårbear-betade material. Så kan man t.ex. skära härdad
pansarplåt av upp till 20 mm tjocklek.
Maskinbearbetning
Militärflygplanen med sina koncentrerade
påkänningar har ofta vingbalkarnas flänsar utformade
som kraftiga sprutade lättmetallprofiler.
Eftersom vingens och därmed balkens och
balkflänsar-nas påkänningar varierar utefter längden, måste
flänsarna av viktsskäl ges en varierande sektion.
Det överflödiga materialet skall alltså arbetas
bort, och detta arbete utföres i långfräsmaskiner,
konstruerade och tillverkade på Saab, se fig. 5.
Profilerna uppspännes i jiggar på maskinens
bord. Frässpindeln är lagrad i en arm, upphängd
i maskinstativet, och en styrrulle löpande mot
den i figuren synliga kurvmallen ger fräsen den
Fig. 7. Balk och vingnos hopmonteras.
Fig. G. Nitning av balk.
önskade rörelsen i höjdled. Skärhastigheten kan
hållas mycket hög, och den per tidsenhet
bortfrästa materialmängden är avsevärd. I en
amerikansk tidskrift fanns nyligen en liknande maskin
beskriven, som tydligen konstruerats samtidigt
som Saabs. Då den var avsedd för avsevärt
större flygplantyper, var den också kraftigare
byggd. För att åskådliggöra avverkningsförmågan
kan nämnas att det tar denna maskin endast ca
15 min att belt förvandla ett lättmetallblock av
en ordinär telefonstolpes storlek till spånor — en
ganska aktningsvärd prestation, om man
samtidigt betänker att den frästa ytan skall vara av
oklanderlig beskaffenhet och måtten bela tiden
uppfylla höga toleransfordringar.
Denna operation visar hur närbesläktade
lättmetall- och träbearbetning i själva verket är.
Saab använder också i ganska stor utsträckning
vanliga träbearbetningsmaskiner, vid t.ex. sågning
och fräsning av lättmetall. Med dessa undantag
har Saab emellertid vid valet av spånavverkande
maskiner icke kunnat gå till väga som de större
utländska företagen, som använder specialmaski-
Fig. 8. Nitning av panel.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}