
Full resolution (JPEG) - On this page / på denna sida - H. 11. 16 mars 1946 - Serieproduktion av flygplan, av Arne Rydberg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
262
\ TEKNISK TIDSKRIFT
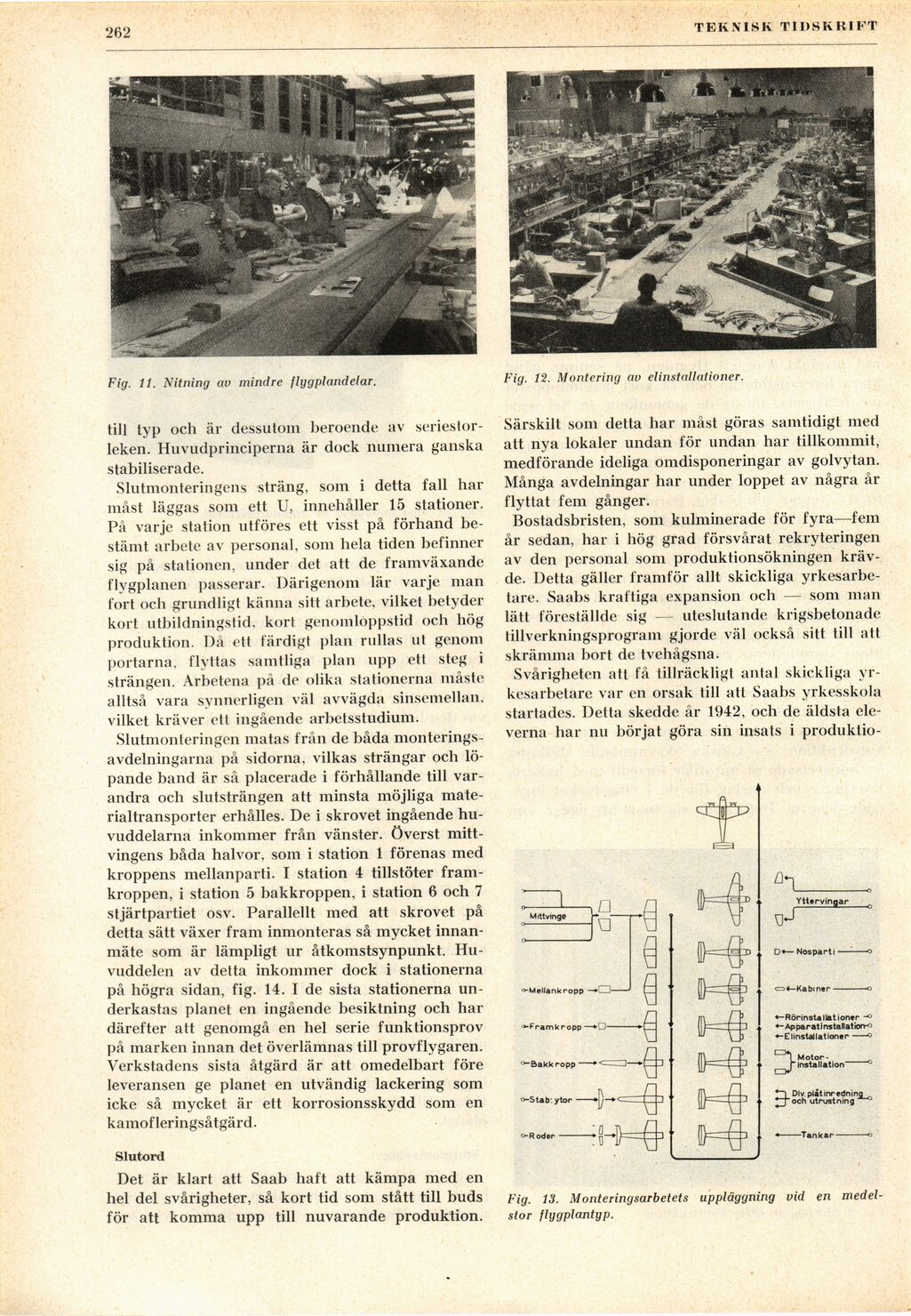
Fig. 11. Nitning av mindre flygplandelar. Fig. 12. Montering av elinstallationer.
till typ och är dessutom beroende av
seriestorleken. Huvudprinciperna är dock numera ganska
stabiliserade.
Slutmonteringens sträng, som i detta fall har
måst läggas som ett U, innehåller 15 stationer.
På varje station utföres ett visst på förhand
bestämt arbete av personal, som hela tiden befinner
sig på stationen, under det att de framväxande
flygplanen passerar. Därigenom lär varje man
fort och grundligt känna sitt arbete, vilket betyder
kort utbildningstid, kort genomloppstid och hög
produktion. Då ett färdigt plan rullas ut genom
portarna, flyttas samtliga plan upp ett steg i
strängen. Arbetena på de olika stationerna måste
alltså vara synnerligen väl avvägda sinsemellan,
vilket kräver ett ingående arbetsstudium.
Slutmonteringen matas från de båda
monteringsavdelningarna på sidorna, vilkas strängar och
löpande band är så placerade i förhållande till
varandra och slutsträngen att minsta möjliga
materialtransporter erhålles. De i skrovet ingående
huvuddelarna inkommer från vänster, överst
mitt-vingens båda halvor, som i station 1 förenas med
kroppens mellanparti. I station 4 tillstöter
fram-kroppen, i station 5 bakkroppen, i station 6 och 7
stjärtpartiet osv. Parallellt med att skrovet på
detta sätt växer fram inmonteras så mycket
innanmäte som är lämpligt ur åtkomstsynpunkt.
Huvuddelen av detta inkommer dock i stationerna
på högra sidan, fig. 14. I de sista stationerna
underkastas planet en ingående besiktning och har
därefter att genomgå en hel serie funktionsprov
på marken innan det överlämnas till provflygaren.
Verkstadens sista åtgärd är att omedelbart före
leveransen ge planet en utvändig lackering som
icke så mycket är ett korrosionsskydd som en
kamofleringsåtgärd.
Slutord
Det är klart att Saab haft att kämpa med en
hel del svårigheter, så kort tid som stått till buds
för att komma upp till nuvarande produktion.
Särskilt som detta har måst göras samtidigt med
att nya lokaler undan för undan har tillkommit,
medförande ideliga omdisponeringar av golvytan.
Många avdelningar har under loppet av några år
flyttat fem gånger.
Bostadsbristen, som kulminerade för fyra—fem
år sedan, har i hög grad försvårat rekryteringen
av den personal som produktionsökningen
krävde. Detta gäller framför allt skickliga
yrkesarbetare. Saabs kraftiga expansion och — som man
lätt föreställde sig — uteslutande krigsbetonade
tillverkningsprogram gjorde väl också sitt till att
skrämma bort de tvehågsna.
Svårigheten att få tillräckligt antal skickliga
yrkesarbetare var en orsak till att Saabs yrkesskola
startades. Detta skedde år 1942, och de äldsta
eleverna har nu börjat göra sin insats i produktio-
Fig. 13. Monteringsarbetets uppläggning vid en
medelstor flygplantyp.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}