
Full resolution (JPEG) - On this page / på denna sida - H. 15. 13 april 1946 - Monter för gruvmodell, av Y Henricsson - Norrbottens Järnverk - Konservemballaget — svårigheter som bemästras, av r
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
13 april 1946
377
pjMwm+JSM1 lew ■,*«»—«................–uu 11–––-~
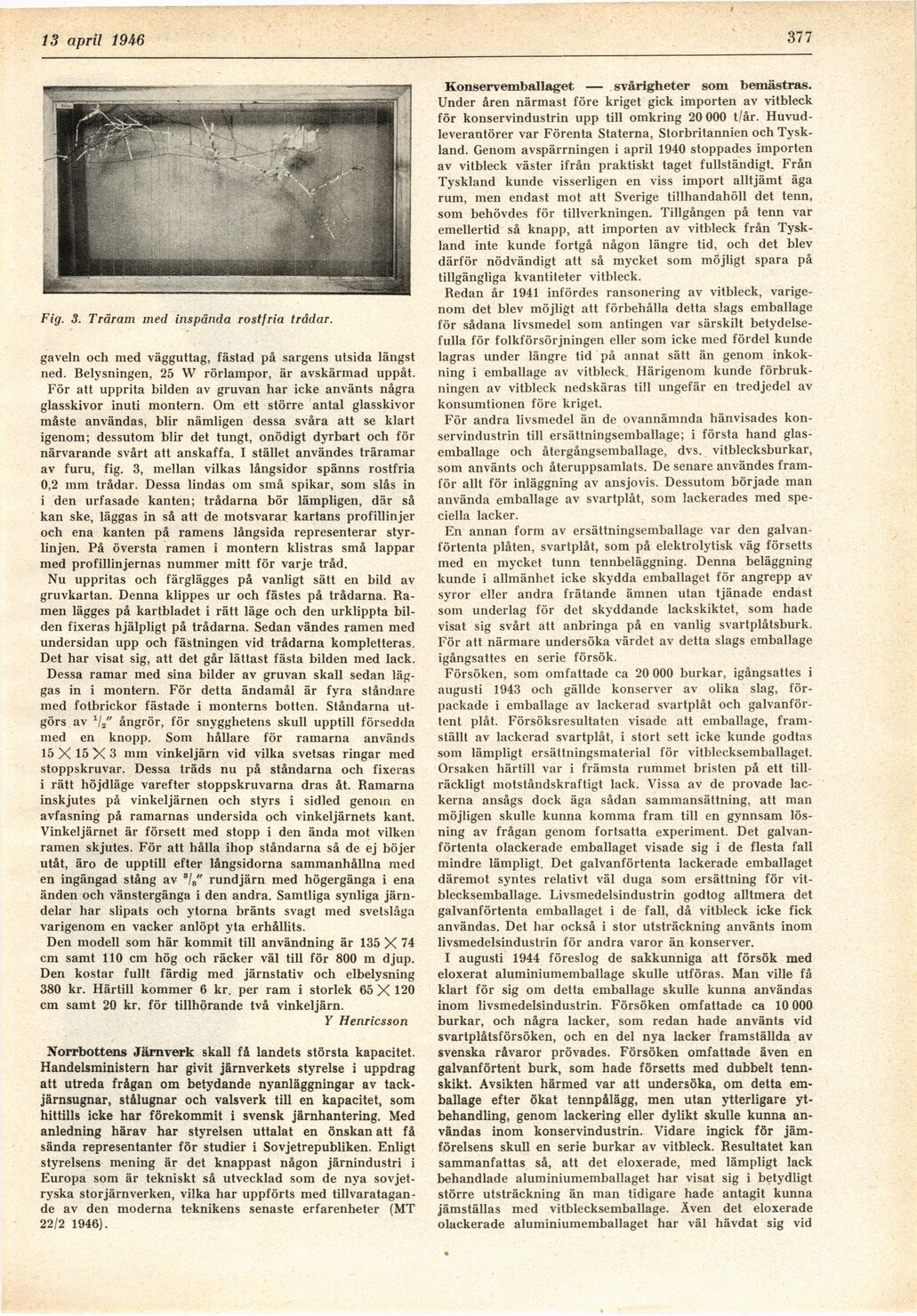
Fig. 3. Träram med inspända rostfria trådar.
gaveln och med vägguttag, fästad på sargens utsida längst
ned. Belysningen, 25 W rörlampor, är avskärmad uppåt.
För att upprita bilden av gruvan har icke använts några
glasskivor inuti montern. Om ett större antal glasskivor
måste användas, blir nämligen dessa svåra att se klart
igenom; dessutom blir det tungt, onödigt dyrbart och för
närvarande svårt att anskaffa. I stället användes träramar
av furu, fig. 3, mellan vilkas långsidor spänns rostfria
0,2 mm trådar. Dessa lindas om små spikar, som slås in
i den urfasade kanten; trådarna bör lämpligen, där så
kan ske, läggas in så att de motsvarar kartans profillinjer
och ena kanten på ramens långsida representerar
styrlinjen. På översta ramen i montern klistras små lappar
med profillinjernas nummer mitt för varje tråd.
Nu uppritas och färglägges på vanligt sätt en bild av
gruvkartan. Denna klippes ur och fästes på trådarna.
Ramen lägges på kartbladet i rätt läge och den urklippta
bilden fixeras hjälpligt på trådarna. Sedan vändes ramen med
undersidan upp och fästningen vid trådarna kompletteras.
Det har visat sig, att det går lättast fästa bilden med lack.
Dessa ramar med sina bilder av gruvan skall sedan
läggas in i montern. För detta ändamål är fyra ståndare
med fotbrickor fästade i monterns botten. Ståndarna
utgörs av 1/3" ångrör, för snygghetens skull upptill försedda
med en knopp. Som hållare för ramarna används
15X15X3 mm vinkeljärn vid vilka svetsas ringar med
stoppskruvar. Dessa träds nu på ståndarna och fixeras
i rätt höjdläge varefter stoppskruvarna dras åt. Ramarna
inskjutes på vinkeljärnen och styrs i sidled genom en
avfasning på ramarnas undersida och vinkeljärnets kant.
Vinkeljärnet är försett med stopp i den ända mot vilken
ramen skjutes. För att hålla ihop ståndarna så de ej böjer
utåt, äro de upptill efter långsidorna sammanhållna med
en ingängad stång av s/8" rundjärn med högergänga i ena
änden och vänstergänga i den andra. Samtliga synliga
järndelar har slipats och ytorna bränts svagt med svetslåga
varigenom en vacker anlöpt yta erhållits.
Den modell som här kommit till användning är 135 X 74
cm samt 110 cm hög och räcker väl till för 800 m djup.
Den kostar fullt färdig med järnstativ och elbelysning
380 kr. Härtill kommer 6 kr. per ram i storlek 65 X 120
cm samt 20 kr. för tillhörande två vinkeljärn.
Y Henricsson
Norrbottens Järnverk skall få landets största kapacitet.
Handelsministern har givit järnverkets styrelse i uppdrag
att utreda frågan om betydande nyanläggningar av
tackjärnsugnar, stålugnar och valsverk till en kapacitet, som
hittills icke har förekommit i svensk järnhantering. Med
anledning härav har styrelsen uttalat en önskan att få
sända representanter för studier i Sovjetrepubliken. Enligt
styrelsens mening är det knappast någon järnindustri i
Europa som är tekniskt så utvecklad som de nya
sovjetryska storjärnverken, vilka har uppförts med
tillvaratagande av den moderna teknikens senaste erfarenheter (MT
22/2 1946).
Konservemballaget — svårigheter som bemästras.
Under åren närmast före kriget gick importen av vitbleck
för konservindustrin upp till omkring 20 000 t/år.
Huvudleverantörer var Förenta Staterna, Storbritannien och
Tyskland. Genom avspärrningen i april 1940 stoppades importen
av vitbleck väster ifrån praktiskt taget fullständigt. Från
Tyskland kunde visserligen en viss import alltjämt äga
rum, men endast mot att Sverige tillhandahöll det tenn,
som behövdes för tillverkningen. Tillgången på tenn var
emellertid så knapp, att importen av vitbleck från
Tyskland inte kunde fortgå någon längre tid, och det blev
därför nödvändigt att så mycket som möjligt spara på
tillgängliga kvantiteter vitbleck.
Redan år 1941 infördes ransonering av vitbleck,
varigenom det blev möjligt att förbehålla detta slags emballage
för sådana livsmedel som antingen var särskilt
betydelsefulla för folkförsörjningen eller som icke med fördel kunde
lagras under längre tid på annat sätt än genom
inkokning i emballage av vitbleck. Härigenom kunde
förbrukningen av vitbleck nedskäras till ungefär en tredjedel av
konsumtionen före kriget.
För andra livsmedel än de ovannämnda hänvisades
konservindustrin till ersättningsemballage; i första hand
glasemballage och återgångsemballage, dvs. vitblecksburkar,
som använts och återuppsamlats. De senare användes
framför allt för inläggning av ansjovis. Dessutom började man
använda emballage av svartplåt, som lackerades med
speciella läcker.
En annan form av ersättningsemballage var den
galvan-förtenta plåten, svartplåt, som på elektrolytisk väg försetts
med en mycket tunn tennbeläggning. Denna beläggning
kunde i allmänhet icke skydda emballaget för angrepp av
syror eller andra frätande ämnen utan tjänade endast
som underlag för det skyddande lackskiktet, som hade
visat sig svårt att anbringa på en vanlig svartplåtsburk.
För att närmare undersöka värdet av detta slags emballage
igångsattes en serie försök.
Försöken, som omfattade ca 20 000 burkar, igångsattes i
augusti 1943 och gällde konserver av olika slag,
förpackade i emballage av lackerad svartplåt och
galvanför-tent plåt. Försöksresultaten visade att emballage,
framställt av lackerad svartplåt, i stort sett icke kunde godtas
som lämpligt ersättningsmaterial för vitblecksemballaget.
Orsaken härtill var i främsta rummet bristen på ett
tillräckligt motståndskraftigt lack. Vissa av de provade
lac-kerna ansågs dock äga sådan sammansättning, att man
möjligen skulle kunna komma fram till en gynnsam
lösning av frågan genom fortsatta experiment. Det
galvan-förtenta olackerade emballaget visade sig i de flesta fall
mindre lämpligt. Det galvanförtenta lackerade emballaget
däremot syntes relativt väl duga som ersättning för
vit-blecksemballage. Livsmedelsindustrin godtog alltmera det
galvanförtenta emballaget i de fall, då vitbleck icke fick
användas. Det har också i stor utsträckning använts inom
livsmedelsindustrin för andra varor än konserver.
I augusti 1944 föreslog de sakkunniga att försök med
eloxerat aluminiumemballage skulle utföras. Man ville få
klart för sig om detta emballage skulle kunna användas
inom livsmedelsindustrin. Försöken omfattade ca 10 000
burkar, och några läcker, som redan hade använts vid
svartplåtsförsöken, och en del nya läcker framställda av
svenska råvaror prövades. Försöken omfattade även en
galvanförtent burk, som hade försetts med dubbelt
tennskikt. Avsikten härmed var att undersöka, om detta
emballage efter ökat tennpålägg, men utan ytterligare
ytbehandling, genom lackering eller dylikt skulle kunna
användas inom konservindustrin. Vidare ingick för
jämförelsens skull en serie burkar av vitbleck. Resultatet kan
sammanfattas så, att det eloxerade, med lämpligt lack
behandlade aluminiumemballaget har visat sig i betydligt
större utsträckning än man tidigare hade antagit kunna
jämställas med vitblecksemballage. Även det eloxerade
olackerade aluminiumemballaget har väl hävdat sig vid
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}