
Full resolution (JPEG) - On this page / på denna sida - H. 32. 10 augusti 1946 - Tråddrageriteknikens utveckling, av Carl-Olof von Hofsten - Diskussion, av Tore Schölin - En jättestor ämnessax, av Bn

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
10 augusti 1946
759
Fig. 3. 8-blocks kontinuerlig dragmaskin enligt glidlöst
förfaringssätt.
dragna tråden kan delas i önskade, exakt lika långa
längder. Med tillhjälp av automatiska räkneverk stannas
maskinerna, då dessa längder dragits. Detta innebär fördelen,
att dragaren icke behöver stå och passa räkneverket utan
i lugn och ro kan ägna sig åt svetsning av valstrådringar
eller annat arbete.
Vad som framför allt bidragit till denna
revolutionerande, kontinuerliga dragning är tillkomsten av
hårdmetall-dragskivor och goda stumsvetsmaskiner.
Vid upprepade jämförelser med hårdmetalldragskivor av
olika utländska fabrikat har våra svenska glädjande nog
alltid mycket väl hävdat sig. Under förra sommaren
utförde två teknologer sitt examensarbete i våra
tråddra-gerier. I detta ingick bl.a. jämförelse mellan svenska
dragskivor av olika fabrikat, varvid en del ganska betydande
skillnader framkom. Här är att hoppas, att den
hälsosamma konkurrens, som föredragshållaren nämnde, skall
sporra till ytterligare kvalitetsförbättringar. En hel del
återstår uppenbarligen att göra på detta område, särskilt
för att få fram en jämnare kvalitet.
Av intresse kanske kunde vara att nämna några mycket
goda värden, som erhållits vid dragning i
hårdmetalldragskivor. I en rundskiva med 6 mm diameter har dragits
ca 1 000 t. I en trolleyskiva, där man skulle tycka, att de
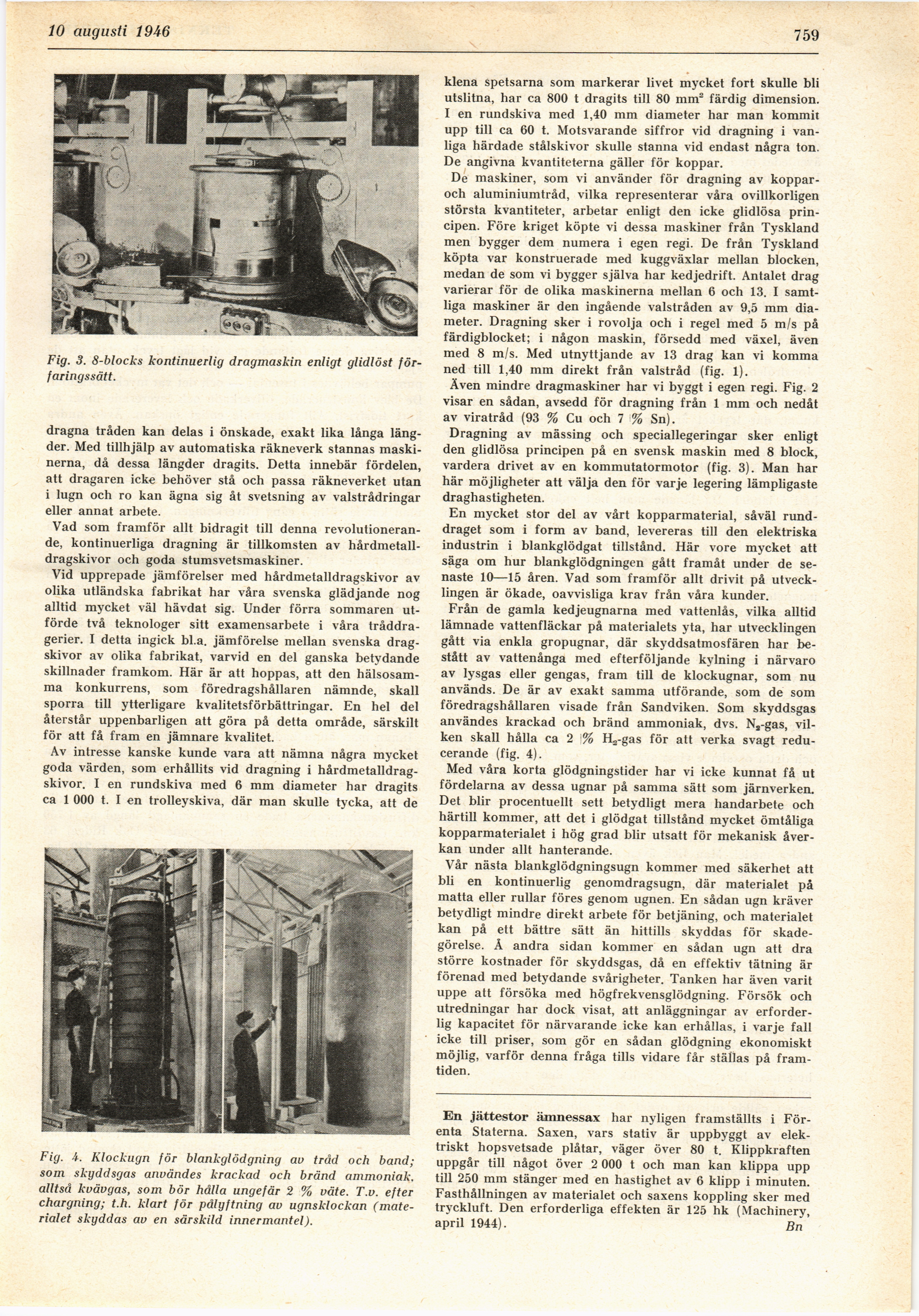
Fig. 4. Klockugn för blankglödgning av tråd och band;
som skyddsgas användes krackad och bränd ammoniak,
alltså kvävgas, som bör hålla ungefär 2 % väte. T.v. efter
chargning; t.h. klart för pålyftning av ugnsklockan
(materialet skyddas av en särskild innermantel).
klena spetsarna som markerar livet mycket fort skulle bli
utslitna, har ca 800 t dragits till 80 mm2 färdig dimension.
I en rundskiva med 1,40 mm diameter har man kommit
upp till ca 60 t. Motsvarande siffror vid dragning i
vanliga härdade stålskivor skulle stanna vid endast några ton.
De angivna kvantiteterna gäller för koppar.
De maskiner, som vi använder för dragning av
koppar-och aluminiumtråd, vilka representerar våra ovillkorligen
största kvantiteter, arbetar enligt den icke glidlösa
principen. Före kriget köpte vi dessa maskiner från Tyskland
men bygger dem numera i egen regi. De från Tyskland
köpta var konstruerade med kuggväxlar mellan blocken,
medan de som vi bygger själva har kedjedrift. Antalet drag
varierar för de olika maskinerna mellan 6 och 13. I
samtliga maskiner är den ingående valstråden av 9,5 mm
diameter. Dragning sker i rovolja och i regel med 5 m/s på
färdigblocket; i någon maskin, försedd med växel, även
med 8 m/s. Med utnyttjande av 13 drag kan vi komma
ned till 1,40 mm direkt från valstråd (fig. 1).
Även mindre dragmaskiner har vi byggt i egen regi. Fig. 2
visar en sådan, avsedd för dragning från 1 mm och nedåt
av viratråd (93 % Cu och 7 % Sn).
Dragning av mässing och speciallegeringar sker enligt
den glidlösa principen på en svensk maskin med 8 block,
vardera drivet av en kommutatormotor (fig. 3). Man har
här möjligheter att välja den för varje legering lämpligaste
draghastigheten.
En mycket stor del av vårt kopparmaterial, såväl
runddraget som i form av band, levereras till den elektriska
industrin i blankglödgat tillstånd. Här vore mycket att
säga om hur blankglödgningen gått framåt under de
senaste 10—15 åren. Vad som framför allt drivit på
utvecklingen är ökade, oavvisliga krav från våra kunder.
Från de gamla kedjeugnarna med vattenlås, vilka alltid
lämnade vattenfläckar på materialets yta, har utvecklingen
gått via enkla gropugnar, där skyddsatmosfären har
bestått av vattenånga med efterföljande kylning i närvaro
av lysgas eller gengas, fram till de klockugnar, som nu
används. De är av exakt samma utförande, som de som
föredragshållaren visade från Sandviken. Som skyddsgas
användes krackad och bränd ammoniak, dvs. Ns-gas,
vilken skall hålla ca 2 % H3-gas för att verka svagt
reducerande (fig. 4).
Med våra korta glödgningstider har vi icke kunnat få ut
fördelarna av dessa ugnar på samma sätt som järnverken.
Det blir procentuellt sett betydligt mera handarbete och
härtill kommer, att det i glödgat tillstånd mycket ömtåliga
kopparmaterialet i hög grad blir utsatt för mekanisk
åverkan under allt hanterande.
Vår nästa blankglödgningsugn kommer med säkerhet att
bli en kontinuerlig genomdragsugn, där materialet på
matta eller rullar föres genom ugnen. En sådan ugn kräver
betydligt mindre direkt arbete för betjäning, och materialet
kan på ett bättre sätt än hittills skyddas för
skadegörelse. Å andra sidan kommer en sådan ugn att dra
större kostnader för skyddsgas, då en effektiv tätning är
förenad med betydande svårigheter. Tanken har även varit
uppe att försöka med högfrekvensglödgning. Försök och
utredningar har dock visat, att anläggningar av
erforderlig kapacitet för närvarande icke kan erhållas, i varje fall
icke till priser, som gör en sådan glödgning ekonomiskt
möjlig, varför denna fråga tills vidare får ställas på
framtiden.
En jättestor ämnessax har nyligen framställts i
Förenta Staterna. Saxen, vars stativ är uppbyggt av
elektriskt hopsvetsade plåtar, väger över 80 t. Klippkraften
uppgår till något över 2 000 t och man kan klippa upp
till 250 mm stänger med en hastighet av 6 klipp i minuten.
Fasthållningen av materialet och saxens koppling sker med
tryckluft. Den erforderliga effekten är 125 hk (Machinery,
april 1944). Bn
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}