
Full resolution (JPEG) - On this page / på denna sida - H. 38. 21 september 1946 - Töjningslack, av Hans Weibull - Friktionssågning, av r

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
14 september 1946
923
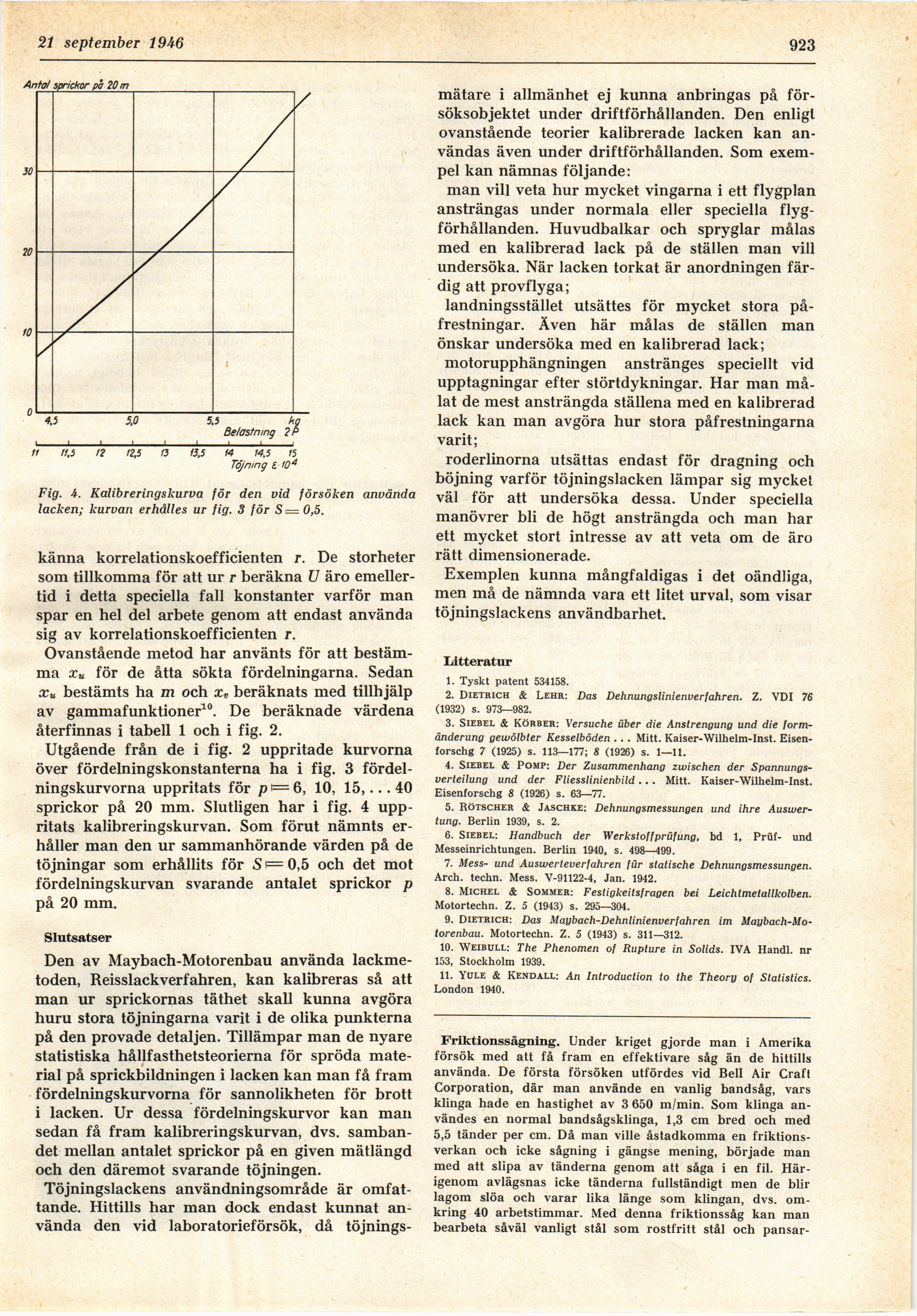
Fig. 4. Kalibreringskurva för den vid försöken använda
lacken; kurvan erhålles ur fig. 3 för S = 0,5.
känna korrelationskoefficienten r. De storheter
som tillkomma för att ur r beräkna U äro
emellertid i detta speciella fall konstanter varför man
spar en hel del arbete genom att endast använda
sig av korrelationskoefficienten r.
Ovanstående metod har använts för att
bestämma Xu för de åtta sökta fördelningarna. Sedan
Xu bestämts ha m och xv beräknats med tillhjälp
av gammafunktioner10. De beräknade värdena
återfinnas i tabell 1 och i fig. 2.
Utgående från de i fig. 2 uppritade kurvorna
över fördelningskonstanterna ha i fig. 3
fördelningskurvorna uppritats för p i= 6, 10, 15,... 40
sprickor på 20 mm. Slutligen har i fig. 4
uppritats kalibreringskurvan. Som förut nämnts
erhåller man den ur sammanhörande värden på de
töjningar som erhållits för S \= 0,5 och det mot
fördelningskurvan svarande antalet sprickor p
på 20 mm.
Slutsatser
Den av Maybach-Motorenbau använda
lackmetoden, Reisslackverfahren, kan kalibreras så att
man ur sprickornas täthet skall kunna avgöra
huru stora töjningarna varit i de olika punkterna
på den provade detaljen. Tillämpar man de nyare
statistiska hållfasthetsteorierna för spröda
material på sprickbildningen i lacken kan man få fram
fördelningskurvorna för sannolikheten för brott
i lacken. Ur dessa fördelningskurvor kan man
sedan få fram kalibreringskurvan, dvs.
sambandet mellan antalet sprickor på en given mätlängd
och den däremot svarande töjningen.
Töjningslackens användningsområde är
omfattande. Hittills har man dock endast kunnat
använda den vid laboratorieförsök, då töjnings-
mätare i allmänhet ej kunna anbringas på
försöksobjektet under driftförhållanden. Den enligt
ovanstående teorier kalibrerade lacken kan
användas även under driftförhållanden. Som
exempel kan nämnas följande:
man vill veta hur mycket vingarna i ett flygplan
ansträngas under normala eller speciella
flygförhållanden. Huvudbalkar och spryglar målas
med en kalibrerad lack på de ställen man vill
undersöka. När lacken torkat är anordningen
färdig att provflyga;
landningsstället utsättes för mycket stora
påfrestningar. Även här målas de ställen man
önskar undersöka med en kalibrerad lack;
motorupphängningen anstränges speciellt vid
upptagningar efter störtdykningar. Har man
målat de mest ansträngda ställena med en kalibrerad
lack kan man avgöra hur stora påfrestningarna
varit;
roderlinorna utsättas endast för dragning och
böjning varför töjningslacken lämpar sig mycket
väl för att undersöka dessa. Under speciella
manövrer bli de högt ansträngda och man har
ett mycket stort intresse av att veta om de äro
rätt dimensionerade.
Exemplen kunna mångfaldigas i det oändliga,
men må de nämnda vara ett litet urval, som visar
töjningslackens användbarhet.
Litteratur
1. Tyskt patent 534158.
2. Dietrich & Lehr: Das Dehnungslinienverfahren. Z. VDI 76
(1932) s. 973—982.
3. Siebel & Körber: Versuche über die Anstrengung und die
form-änderung geivölbter Kesselböden .. . Mitt. Kaiser-Wilhelm-Inst.
Eisen-forschg 7 (1925) s. 113—177; 8 (1926) s. 1—11.
4. Siebel & Pomp: Der Zusammenhang zwischen der
Spannungs-verteilung und der Fliesslinienbild ... Mitt. Kaiser-Wilhelm-Inst.
Eisenforschg 8 (1926) s. 63—77.
5. Rötscher & Jaschke: Dehnungsmessungen und ihre
Auswer-tung. Berlin 1939, s. 2.
6. Siebel: Handbuch der Werkstoffprüfung, bd 1, Prüf- und
Messeinrichtungen. Berlin 1940, s. 498—499.
7. Mess- und Auswerteverfahren für statische Dehnungsmessungen.
Ar ch. techn. Mess. V-91122-4, Jan. 1942.
8. Michel & Sommer: Festigkeits[ragen bei Leichtmetallkolben.
Motortechn. Z. 5 (1943) s. 295—304.
9. Dietrich: Das Magbach-Dehnlinienverfahren im
Maybach-Motorenbau. Motortechn. Z. 5 (1943) s. 311—312.
10. Weibull: The Phenomen of Rupture in Solids. IVA Handl. nr
153, Stockholm 1939.
11. Yüle & Kendall: An Introduction to the Theory of Statistics.
London 1940.
Friktionssågning. Under kriget gjorde man i Amerika
försök med att få fram en effektivare såg än de hittills
använda. De första försöken utfördes vid Bell Air Craft
Corporation, där man använde en vanlig bandsåg, vars
klinga hade en hastighet av 3 650 m/min. Som klinga
användes en normal bandsågsklinga, 1,3 cm bred och med
5,5 tänder per cm. Då man ville åstadkomma en
friktionsverkan och icke sågning i gängse mening, började man
med att slipa av tänderna genom att såga i en fil.
Härigenom avlägsnas icke tänderna fullständigt men de blir
lagom slöa och varar lika länge som klingan, dvs.
omkring 40 arbetstimmar. Med denna friktionssåg kan man
bearbeta såväl vanligt stål som rostfritt stål och pansar-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}