
Full resolution (JPEG) - On this page / på denna sida - H. 45. 9 november 1946 - Gassvetslödning av plåt och delar av aluminium, av R Gunnert
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
2 november 1946
1137
mycket att föredra på grund av den mera koncentrerade
uppvärmningszonen, som medger lödning utan att
angränsande små utstående partier skadas. Svetsaren kan
då ägna sin uppmärksamhet helt åt badets utflytning och
slipper tänka på att undvika skadegörelse på arbetsstycket.
Detta är av särskild vikt på material, som har
smältpunkten nära lödtrådens.
Det är av vikt att en fullt normal (neutral) svetslåga
hålles. Därför bör högtrycksbrännare användas jämte
två-stegsregulatorer. Dessa håller en stabil låga. Lågan kan
inställas något mjukare (mindre utströmningshastighet) än
vid svetsning. Vid lödning av små delar bör man i stället
använda ett nummer mindre munstycke än vid svetsning
och bibehålla lågans hårdhet. En hårdare låga "driver"
lodet bättre än en mjuk. För stora arbetsstycken bör man
använda ungefär samma låga som vid svetsning, då dessa
fordrar mera värme.
Lödlågan skall hållas så normal som möjligt, vilket man
bäst konstaterar genom att ha så pass mycket acetylen
tillfört, att man ser en lätt dimmig frans i kärnlågans kant.
Fogberedning
Arbetsstycket skall före svetslödningen vara väl rengjort
på lödfogen. Spalten får inte vara för trång. Långa fogar
bör ha ett underlag för att lättare undvika
undansjunk-ning. Lämpligen häftas delarna tillsammans före
lödningen, då fixturer är mindre ändamålsenliga bl.a. på grund
av korrosion genom flusset.
Renaluminium kan svetslödas direkt utan annan
rengöring än avfettning med exempelvis trikloretylen. Legerat
aluminium måste däremot befrias från oxidhinnan genom
gnidning med t.ex. stålull. Rengöringen påverkar här
väsentligt lödskarvens utseende. Fogkanterna bör jämnas
till genom att strykas med en fil, särskilt klippta kanter.
För lödning av rör bör man antingen vidga änden av
ytterröret enligt fig. 9, eller också kan kanterna fasas enligt
fig. 10.
1 fig. 11 visas några schematiska exempel på fogar för
svetslödning i aluminium. En fasning på 45° för
upptagning av lodet är alltid en fördel. Olika tjocka delar bör
göras lika tjocka, såsom fig. 12 visar i exempel. Detta
underlättar lödningen, och man undgår risken för
krymp-sprickor.
Lödningens utförande
Sedan lödfogen är fixerad förvärmes den med lågans
ytterflamma, varvid kärnlågan hålles på ca 50 mm höjd
ovan fogen. Lödtråden värmes och doppas i flussmedlet,
som fastnar på tråden. Genom att stöta en klump pulver
mot fogen kan man bestämma, när materialet nått
lämplig temperatur, i det att pulvret då smälter och rinner ut
över ytan. Just då skall tråden sättas till och sedan dras
undan. Det är av vikt, att tråd inte smältes i, förrän ytan
är så varm, att flusset rinner på grund av uppvärmningen
från ytan. Man får dock inte värma för länge, ty då tar
flusset skada.
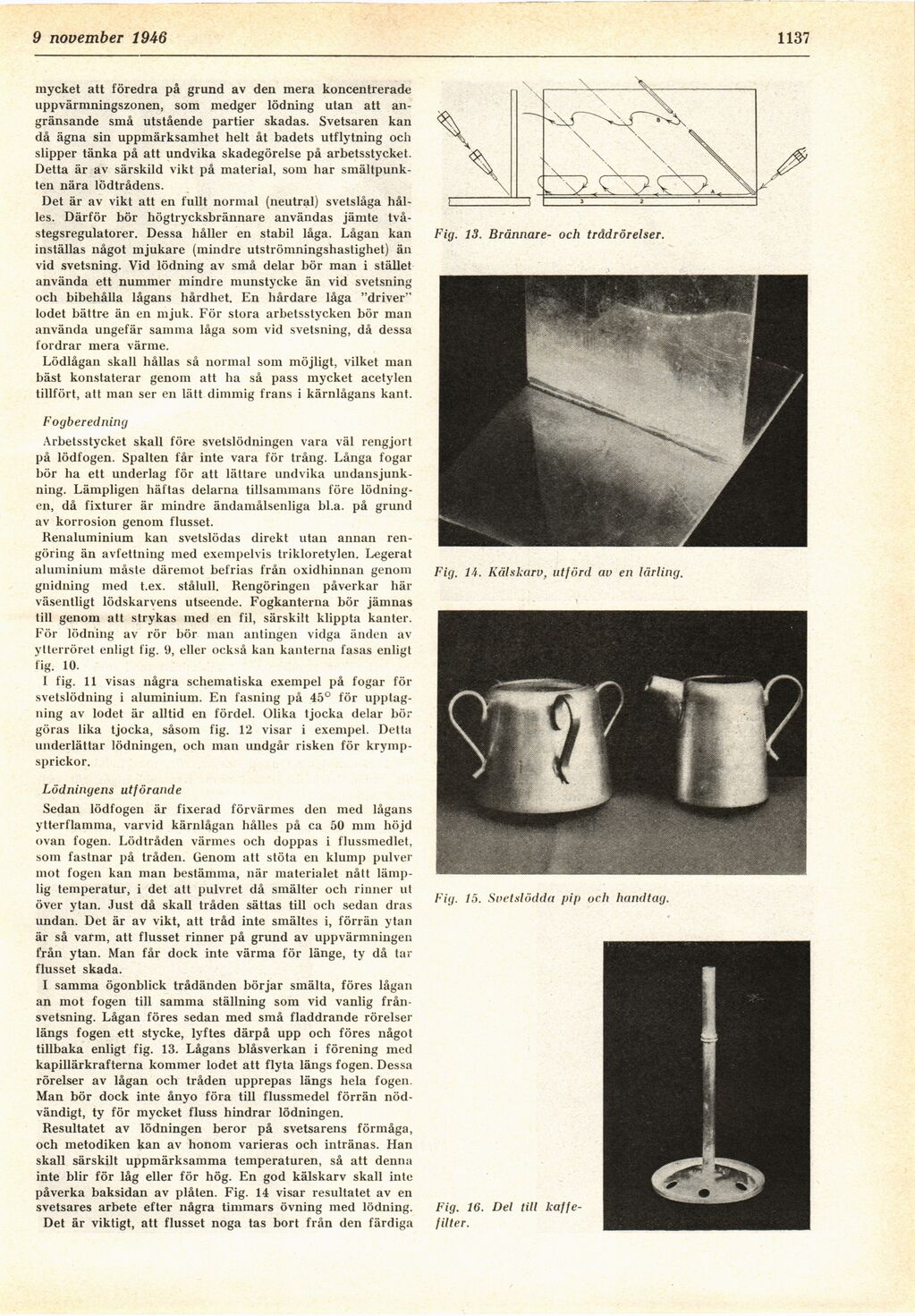
I samma ögonblick trådänden börjar smälta, föres lågan
an mot fogen till samma ställning som vid vanlig
från-svetsning. Lågan föres sedan med små fladdrande rörelser
längs fogen ett stycke, lyftes därpå upp och föres något
tillbaka enligt fig. 13. Lågans blåsverkan i förening med
kapillärkrafterna kommer lodet att flyta längs fogen. Dessa
rörelser av lågan och tråden upprepas längs hela fogen.
Man bör dock inte ånyo föra till flussmedel förrän
nödvändigt, ty för mycket fluss hindrar lödningen.
Resultatet av lödningen beror på svetsarens förmåga,
och metodiken kan av honom varieras och intränas. Han
skall särskilt uppmärksamma temperaturen, så att denna
inte blir för låg eller för hög. En god kälskarv skall inte
påverka baksidan av plåten. Fig. 14 visar resultatet av en
svetsares arbete efter några timmars övning med lödning.
Det är viktigt, att flusset noga tas bort från den färdiga
Fig. 13. Brännare- och trådrörelser.
Fig. 1A. Kälskarv, utförd av en lärling.
Fig. 15. Svetslödda pip och handtag.
Fig. 16. Del till
kaffefilter.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}