
Full resolution (JPEG) - On this page / på denna sida - H. 45. 9 november 1946 - Gassvetslödning av plåt och delar av aluminium, av R Gunnert
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
i08i)
TEKNISK TIDSKRIFT
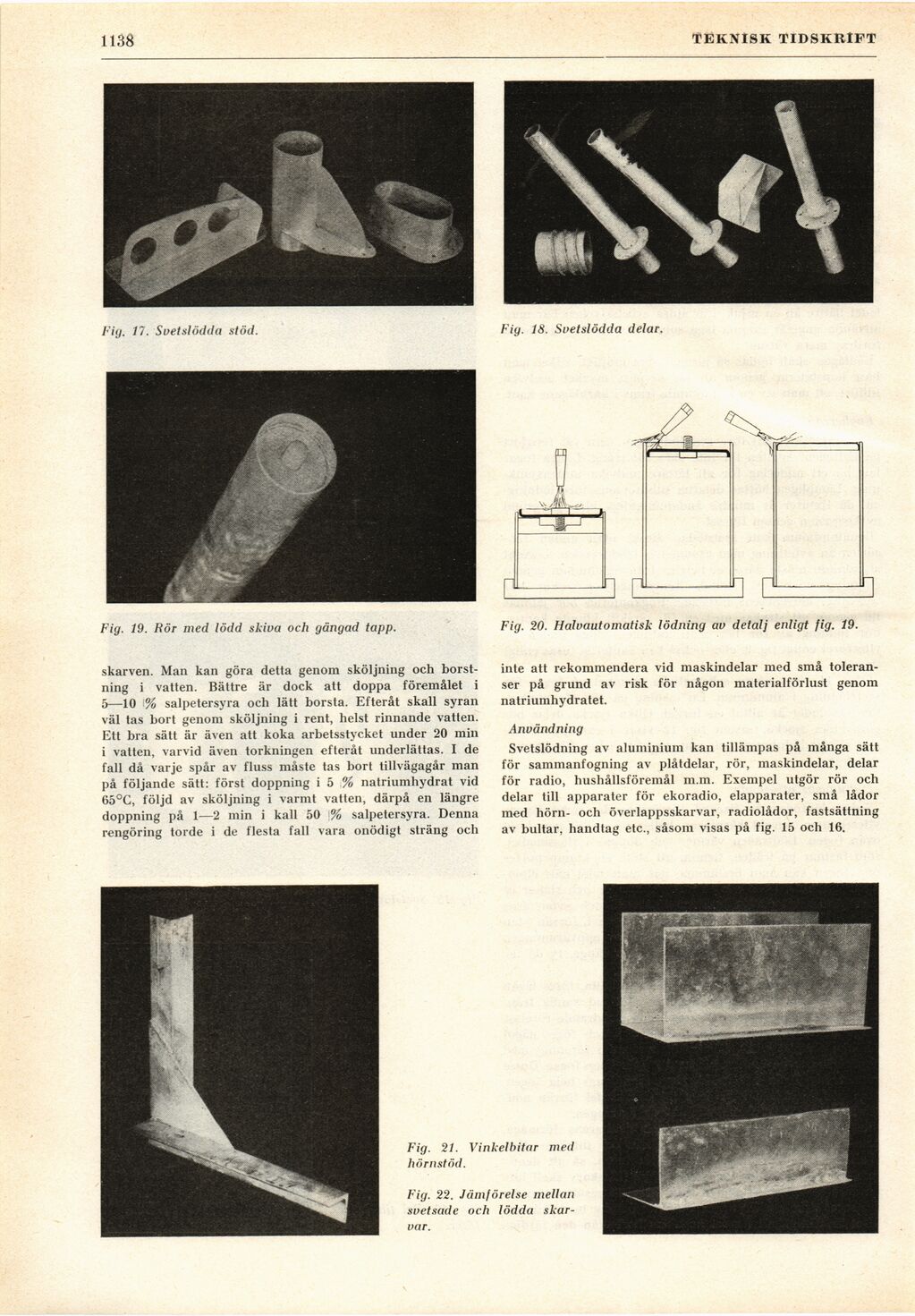
Fig. 17. Svetslödda stöd.
Fig. 19. Rör med lödd skiva och gängad tapp.
skarven. Man kan göra detta genom sköljning och
borstning i vatten. Bättre är dock att doppa föremålet i
5—10 % salpetersyra och lätt borsta. Efteråt skall syran
väl tas bort genom sköljning i rent, helst rinnande vatten.
Ett bra sätt är även att koka arbetsstycket under 20 min
i vatten, varvid även torkningen efteråt underlättas. I de
fall då varje spår av fluss måste tas bort tillvägagår man
på följande sätt: först doppning i 5 % natriumhydrat vid
65°C, följd av sköljning i varmt vatten, därpå en längre
doppning på 1—2 min i kall 50 % salpetersyra. Denna
rengöring torde i de flesta fall vara onödigt sträng och
Fig. 18. Svetslödda delar.
Fig. 20. Halvautomatisk lödning av detalj enligt fig. 19.
inte att rekommendera vid maskindelar med små
toleranser på grund av risk för någon materialförlust genom
natriumhydratet.
Användning
Svetslödning av aluminium kan tillämpas på många sätt
för sammanfogning av plåtdelar, rör, maskindelar, delar
för radio, hushållsföremål m.m. Exempel utgör rör och
delar till apparater för ekoradio, elapparater, små lådor
med hörn- och överlappsskarvar, radiolådor, fastsättning
av bultar, handtag etc., såsom visas på fig. 15 och 16.
Fig. 21. Vinkelbitar med
hörnstöd.
Fig. 22. Jämförelse mellan
svetsade och lödda
skarvar.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}