
Full resolution (JPEG) - On this page / på denna sida - H. 6. 8 februari 1947 - Fiberplattor — framställning och egenskaper, av S Bertil Segring
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
128
TEKNISK TIDSKRIFT
vilket motsvarar en maximibelastning av 52—60
kp/cm" area av fiberplattorna. Allt efter det
hydrauliska systemets utformning svarar detta mot
250—400 kp/cm" på presscylindrarnas kolvar.
Normalt torkar man vid temperaturer
motsvarande ångtryck av 9—12 kp/cm" övertryck.
Presstryck och ångtryck måste följa noggrant
uppgjorda kurvor, olika för olika kvaliteter på
massan och de därav framställda plattorna. Dessa
förhållanden tillika med de korta omloppstiderna
(presstiderna ligger mellan 10 och 30 min) har
framtvingat en rad automatiskt arbetande
manöverorgan och registrerande instrument.
Kapaciteten på en sådan jättepress har tack vare dessa
anordningar kunnat stegras till över 100
pressningar per dygn, vilket vid ett renskuret format
av 4’X 18’. 20 etager och en arkvikt av 3 600 g/m2
motsvarar ca 13 500 nr/dygn eller 48—50 t/dvgn
av x/8" tjocka hårda plattor.
Konditionering- och uppsågning
Efter torkningen avkyles plattorna. De hårda
plattorna underkastas dessutom en
konditionering i fuktig luft. Under pressningen råder ju hög
temperatur och högt tryck. Om pressningen
avslutas, innan plattorna är fullt torra, avdunstar
rest-fuktigheten. när presstrycket upphör, så snabbt,
att blåsor uppstår i arken. Dessa måste därför
vara fullt torra innan trycket avlastas. Såsom av
ovanstående framgår, har plattorna en fukthalt
av endast 1—1,5 % då de lämnar pressen. I
likhet med annat organiskt material är fiberplattor
hygroskopiska och håller i jämvikt med luft av
50—60 % relativ fuktighet en fukthalt av 5—7 %.
Därför upptar de så småningom fuktighet ur
luften. Denna fuktupptagning är förenad med en
längdökning av 1—2 mm/m*4. För att en
fiberplatta ej skall slå sig och bli bucklig sedan den
uppsatts, måste den töre uppsättningen bibringas
erforderlig fukthalt. Detta sker till en viss grad
redan i fiberplattfabrikernas
konditioneringskam-mare, där plattorna omspolas av luft med hög
relativ fuktighet (80—90 %). För att påskynda
uppfuktningen hålles temperaturen i
konditione-ringskammaren vid 30°—40°C. Det finns ett
flertal olika utföringsformer av
konditioneringskam-rar. De bästa torde vara de, där plattorna
upphänges vertikalt i ena kortänden (hängfuktar) i
transportörer, som för dem genom
konditione-ringskammaren.
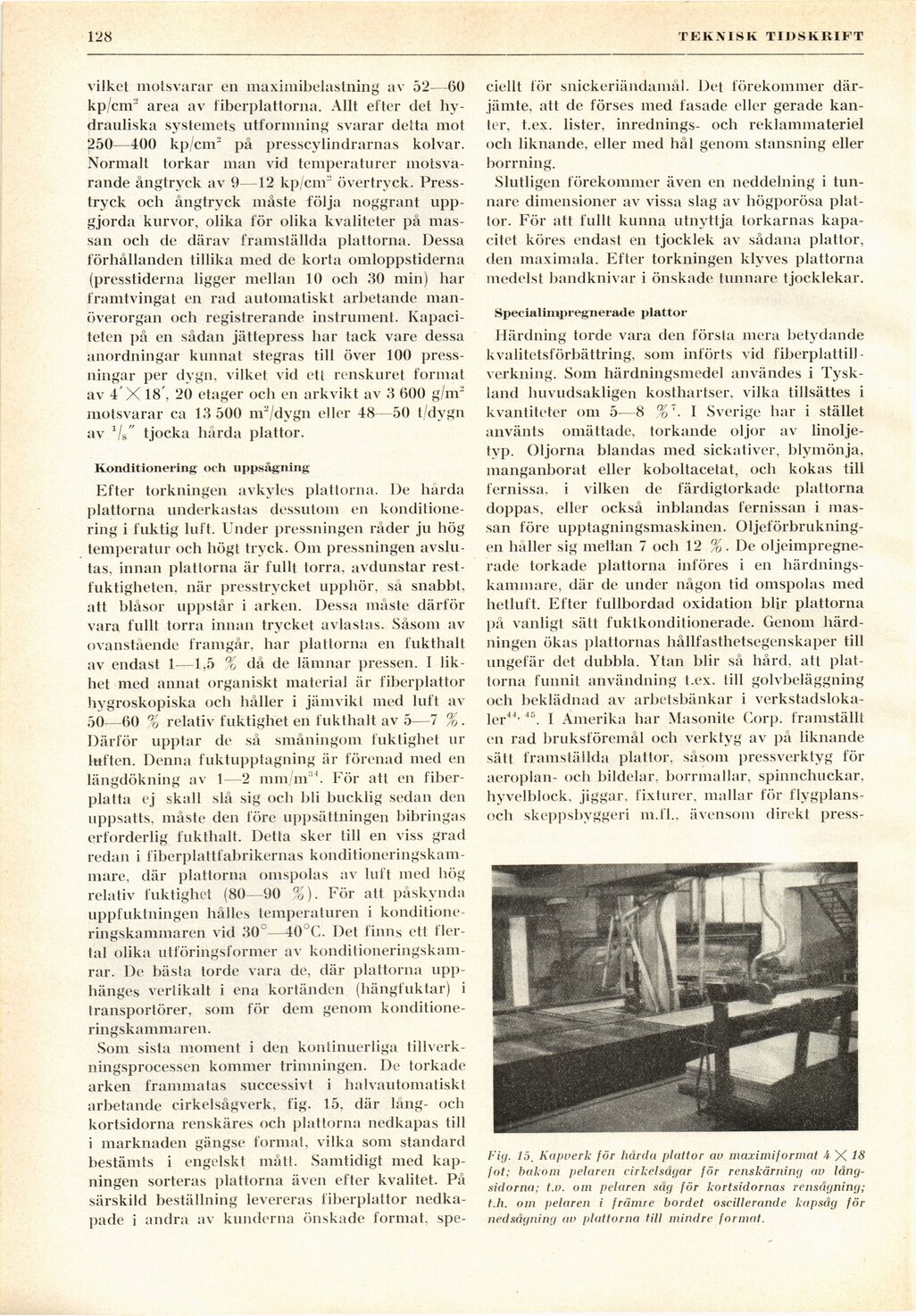
Som sista moment i den kontinuerliga
tillverkningsprocessen kommer trimningen. De torkade
arken frammatas successivt i halvautomatisk!
arbetande cirkelsågverk, fig. 15, där lång- och
kortsidorna renskäres och plattorna nedkapas till
i marknaden gängse format, vilka som standard
bestämts i engelskt mått. Samtidigt med
kap-ningen sorteras plattorna även efter kvalitet. På
särskild beställning levereras fiberplattor
nedka-pade i andra av kunderna önskade format, spe-
ciellt för snickeriändamål. Det förekommer
därjämte, att de förses med fasade eller gerade
kanter, t.ex. lister, inrednings- och reklammateriel
och liknande, eller med hål genom stansning eller
borrning.
Slutligen förekommer även en neddelning i
tunnare dimensioner av vissa slag av högporösa
plattor. För att fullt kunna utnyttja torkarnas
kapacitet köres endast en tjocklek av sådana plattor,
den maximala. Efter torkningen klyves plattorna
medelst bandknivar i önskade tunnare tjocklekar.
Specialimpregnerade plattor
Härdning torde vara den första mera betydande
kvalitetsförbättring, som införts vid
fiberplattill-verkning. Som härdningsmedel användes i
Tyskland huvudsakligen kosthartser, vilka tillsättes i
kvantiteter om 5—8 . 1 Sverige har i stället
använts omättade, torkande oljor av
linoljetyp. Oljorna blandas med sickativer, blymönja,
manganborat eller koboltacetat, och kokas till
fernissa, i vilken de färdigtorkade plattorna
doppas, eller också inblandas fernissan i
massan före upptagningsmaskinen.
Oljeförbrukningen håller sig mellan 7 och 12 %. De
oljeimpregne-rade torkade plattorna införes i en
härdnings-kammare, där de under någon tid omspolas med
hetluft. Efter fullbordad oxidation blir plattorna
på vanligt sätt fuktkonditionerade. Genom
härdningen ökas plattornas hållfasthetsegenskaper till
ungefär det dubbla. Ytan blir så hård, att
plattorna funnit användning t.ex. till golvbeläggning
och beklädnad av arbetsbänkar i
verkstadslokaler44’ 45. I Amerika har Masonite Corp. framställt
en rad bruksföremål och verktyg av på liknande
sätt framställda plattor, såsom pressverktyg för
aeroplan- och bildelar, borrmallar, spinnchuckar,
hyvelblock, jiggar, fixturer, mallar för
flygplans-och skeppsbyggeri ni.fi., ävensom direkt press-
Fig. 15. Kapverk för hårda plattor av maximiformat 18
fot: bakom pelaren cirkelsågar för renskärning av
långsidorna; t.v. om pelaren såg för kortsidornas rensågning;
t.h. om pelaren i främre bordet oscillerande kapsåg för
ned sågning av plattorna till mindre format.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}