
Full resolution (JPEG) - On this page / på denna sida - H. 8. 21 februari 1948 - Precisionsgjutning, av Isak Forslund

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
106
TEKNISK TIDSKRIFT
också använda mindre temperaturberoende
modellmaterial såsom Woods-metall eller
konstharts. Det senare erfordrar dock en något
dyrbarare utrustning än vad fallet är med
vax-massan.
När vaxet stelnat, avlägsnas den erhållna
vax-modellen från huvudformen och underkastas
kontroll av mått, justering av partlinjer etc.
In-och stiggjut — likaledes av vax — anbringas på
vaxmodellen, vilket sker med stor omsorg för att
undvika sugningar och porositeter i godset. Detta
anbringande av separata gjut liksom
hopmontering av flera vaxmodeller kring ett centralt
ingjut till ett modellaggregat utföres medelst
"vax-svetsning" med användande av uppvärmda lan
setter.
När modellaggregatet färdigmonterats, doppas
eller besprutas modellen med en tunnflytande
modellmassa. Denna, som endast användes vid
tillverkning av legeringar med mycket hög
smältpunkt, består vanligtvis av en blandning av
vattenglas och kvartsmjöl (kristobalit) med en
kornstorlek under 40 jjl. Anbringandet härav måste
ske med stor omsorg för att säkerställa en god,
blåsfri täckning av modellen. För att få en god
övergång mellan modellmassan och den
egentliga bäddmassan påpudras genom siktning ett
tunt lager av något grövre kvartssand, varefter
modellen får torka i rumstemperatur eller i ugn.
Modellen eller modellaggregatet monteras sedan
med ingjutet nedåt och med hjälp av smält vax
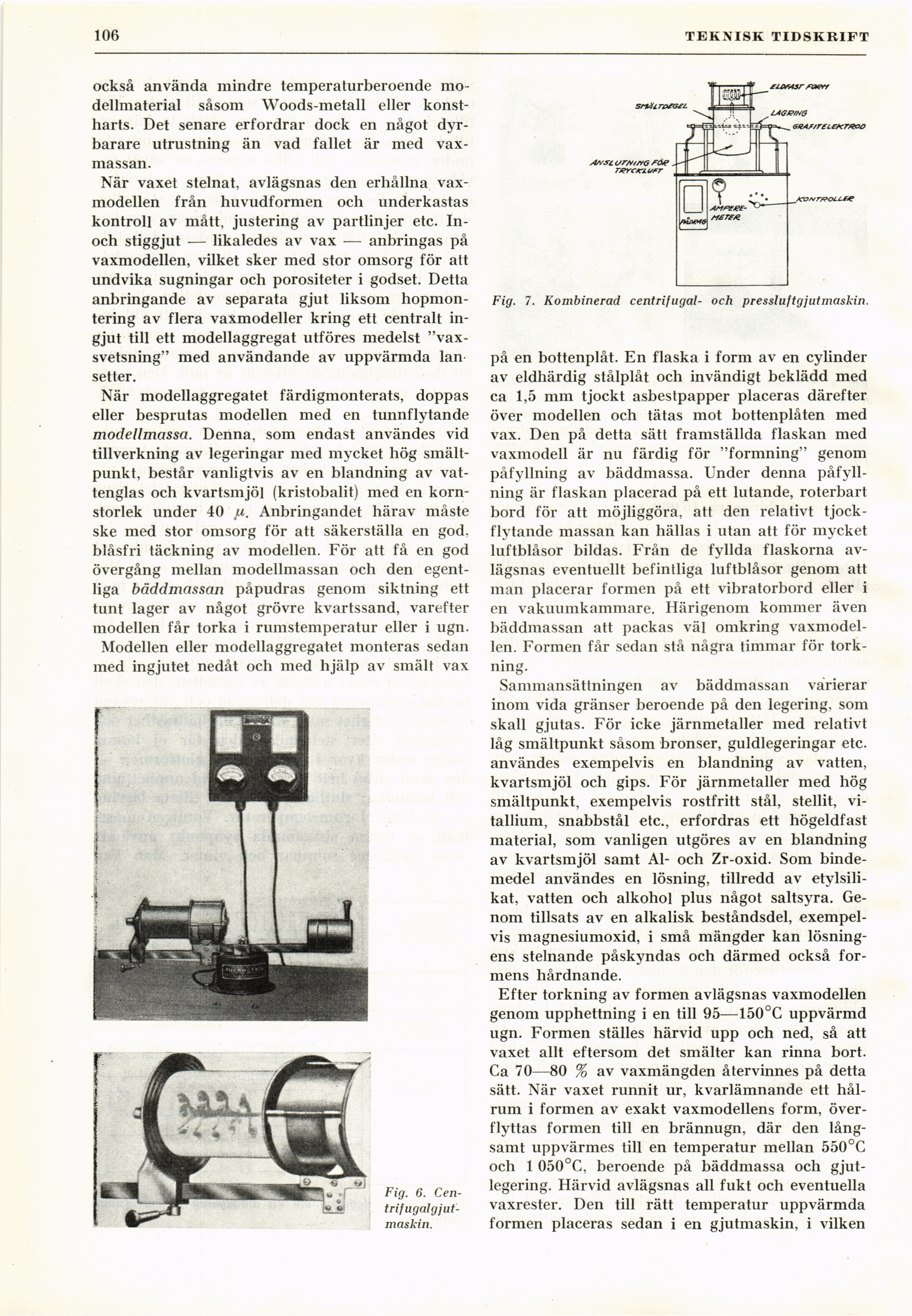
Fig. 7. Kombinerad centrifugal- och pressluftgjutmaskin.
på en bottenplåt. En flaska i form av en cylinder
av eldhärdig stålplåt och invändigt beklädd med
ca 1,5 mm tjockt asbestpapper placeras därefter
över modellen och tätas mot bottenplåten med
vax. Den på detta sätt framställda flaskan med
vaxmodell är nu färdig för "formning" genom
påfyllning av bäddmassa. Under denna
påfyllning är flaskan placerad på ett lutande, roterbart
bord för att möjliggöra, att den relativt
tjockflytande massan kan hällas i utan att för mycket
luftblåsor bildas. Från de fyllda flaskorna
avlägsnas eventuellt befintliga luftblåsor genom att
man placerar formen på ett vibratorbord eller i
en vakuumkammare. Härigenom kommer även
bäddmassan att packas väl omkring
vaxmodellen. Formen får sedan stå några timmar för
tork-ning.
Sammansättningen av bäddmassan varierar
inom vida gränser beroende på den legering, som
skall gjutas. För icke järnmetaller med relativt
låg smältpunkt såsom bronser, guldlegeringar etc.
användes exempelvis en blandning av vatten,
kvartsmjöl och gips. För järnmetaller med hög
smältpunkt, exempelvis rostfritt stål, stellit,
vi-tallium, snabbstål etc., erfordras ett högeldfast
material, som vanligen utgöres av en blandning
av kvartsmjöl samt Al- och Zr-oxid. Som
bindemedel användes en lösning, tillredd av
etylsili-kat, vatten och alkohol pius något saltsyra.
Genom tillsats av en alkalisk beståndsdel,
exempelvis magnesiumoxid, i små mängder kan
lösningens stelnande påskyndas och därmed också
formens hårdnande.
Efter torkning av formen avlägsnas vaxmodellen
genom upphettning i en till 95—150°C uppvärmd
ugn. Formen ställes härvid upp och ned, så att
vaxet allt eftersom det smälter kan rinna bort.
Ca 70—80 % av vaxmängden återvinnes på detta
sätt. När vaxet runnit ur, kvarlämnande ett
hålrum i formen av exakt vaxmodellens form,
överflyttas formen till en brännugn, där den
långsamt uppvärmes till en temperatur mellan 550°C
och 1 050°C, beroende på bäddmassa och
gjut-legering. Härvid avlägsnas all fukt och eventuella
vaxrester. Den till rätt temperatur uppvärmda
formen placeras sedan i en gjutmaskin, i vilken
Fig. 6.
Cen-trifugalgjuf-maskin.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}