
Full resolution (JPEG) - On this page / på denna sida - H. 2. 8 januari 1949 - Elektrisk motståndsuppvärmning av stålämnen, av Bror Anderson

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
18
TEKNISK TIDSKRIFT
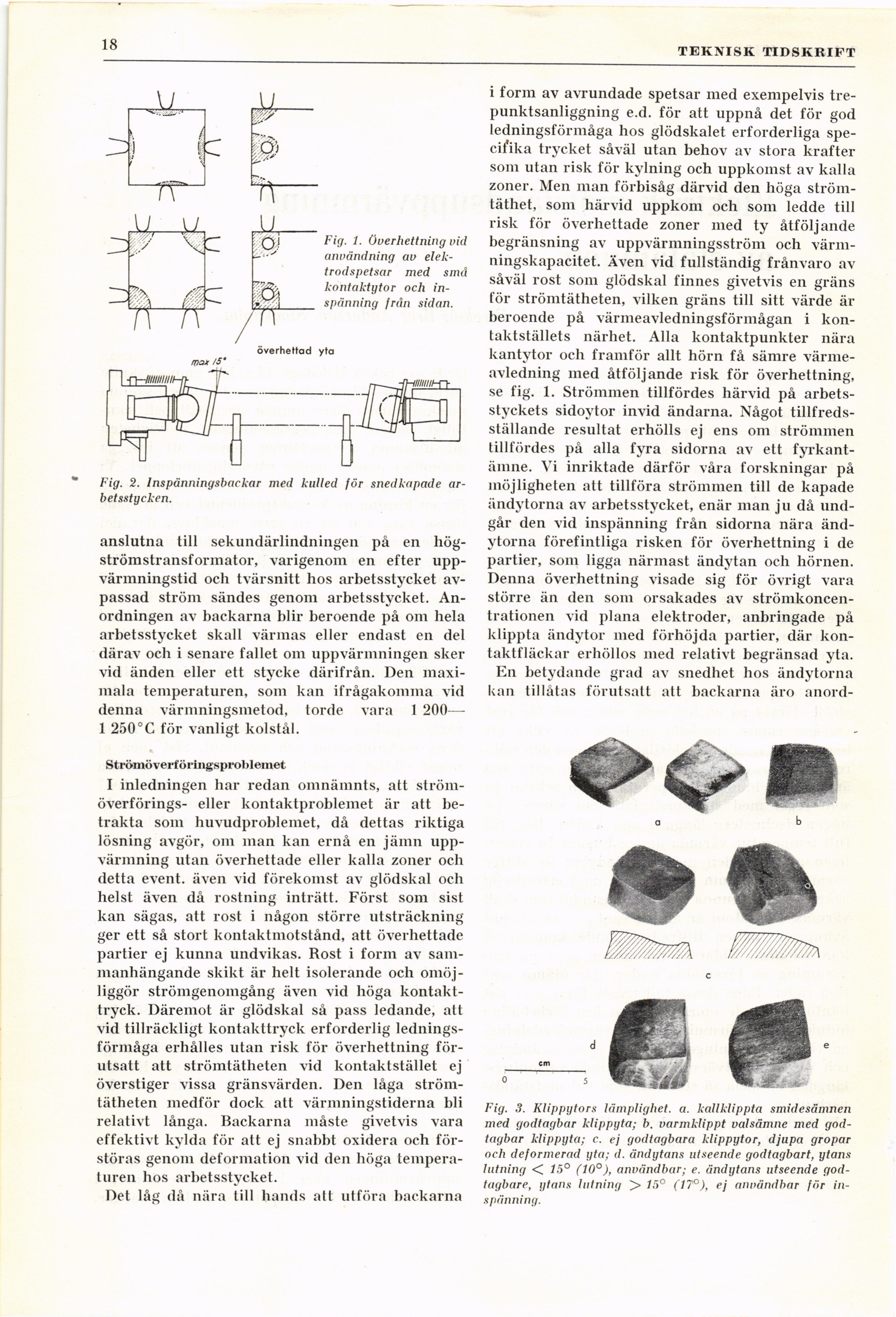
Fig. 1. Överhettning nid
användning av
elektrodspetsar med smd
kontaktytor och
inspänning från sidan.
överhettad yta
Fig. 2. lnspänningsbackar med kulled för snedkapade
arbetsstycken.
anslutna till sekundärlindningen på en
högströmstransformator, varigenom en efter
uppvärmningstid och tvärsnitt hos arbetsstycket
avpassad ström sändes genom arbetsstycket.
Anordningen av backarna blir beroende på om bela
arbetsstycket skall värmas eller endast en del
därav och i senare fallet om uppvärmningen sker
vid änden eller ett stycke därifrån. Den
maximala temperaturen, som kan ifrågakomma vid
denna värmningsmetod, torde vara 1 200
1 250°C för vanligt kolstål.
Strömöverföriiigsprobleinet
I inledningen har redan omnämnts, att
ström-överförings- eller kontaktproblemet är att
betrakta som huvudproblemet, då dettas riktiga
lösning avgör, om man kan ernå en jämn
uppvärmning utan överhettade eller kalla zoner och
detta event. även vid förekomst av glödskal och
helst även då röstning inträtt. Först som sist
kan sägas, att rost i någon större utsträckning
ger ett så stort kontaktmotstånd, att överhettade
partier ej kunna undvikas. Rost i form av
sammanhängande skikt är helt isolerande och
omöjliggör strömgenomgång även vid höga
kontakttryck. Däremot är glödskal så pass ledande, att
vid tillräckligt kontakttryck erforderlig
ledningsförmåga erhålles utan risk för överhettning
förutsatt att strömtätheten vid kontaktstället ej
överstiger vissa gränsvärden. Den låga
strömtätheten medför dock att värmningstiderna bli
relativt långa. Backarna måste givetvis vara
effektivt kylda för att ej snabbt oxidera och
förstöras genom deformation vid den höga
temperaturen hos arbetsstycket.
Det låg då nära till hands alt utföra backarna
i form av avrundade spetsar med exempelvis
tre-punktsanliggning e.d. för att uppnå det för god
ledningsförmåga hos glödskalet erforderliga
specifika trycket såväl utan behov av stora krafter
som utan risk för kylning och uppkomst av kalla
zoner. Men man förbisåg därvid den höga
strömtäthet, som härvid uppkom och som ledde till
risk för överhettade zoner med ty åtföljande
begränsning av uppvärmningsström och
värm-ningskapacitet. Även vid fullständig frånvaro av
såväl rost som glödskal finnes givetvis en gräns
för strömtätheten, vilken gräns till sitt värde är
beroende på värmeavledningsförmågan i
kontaktställets närhet. Alla kontaktpunkter nära
kantytor och framför allt hörn få sämre
värmeavledning med åtföljande risk för överhettning,
se fig. 1. Strömmen tillfördes härvid på
arbetsstyckets sidovtor invid ändarna. Något
tillfredsställande resultat erhölls ej ens om strömmen
tillfördes på alla fyra sidorna av ett
fyrkantämne. Vi inriktade därför våra forskningar på
möjligheten att tillföra strömmen till de kapade
ändytorna av arbetsstycket, enär man ju då
undgår den vid inspänning från sidorna nära
ändytorna förefintliga risken för överhettning i de
partier, som ligga närmast ändytan och hörnen.
Denna överhettning visade sig för övrigt vara
större än den som orsakades av
strömkoncentrationen vid plana elektroder, anbringade på
klippta ändytor med förhöjda partier, där
kontaktfläckar erhöllos med relativt begränsad yta.
En betydande grad av snedhet hos ändytorna
kan tillåtas förutsatt alt backarna äro anord-
Fig. 3. Klippytors lämplighet, a. kallklippta smidesämnen
med godtagbar klippyta; b. varmklippt valsämne med
godtagbar klippyta; c. ej godtagbara klippytor, djupa gropar
och deformerad yta; d. ändytans utseende godtagbart, ytans
lutning < 15° (10°), användbar; e. ändytans utseende
godtagbare, ytans lutning > 15° (17°), ej användbar för
inspänning.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}