
Full resolution (JPEG) - On this page / på denna sida - H. 14. 2 april 1949 - Friktion och smörjning, av Hans Stäger

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
16 april 19*9
259
värme visar några tydliga sammanhang med
stukningsförhållandet. Ur denna jämförelse
torde man kunna dra den slutsatsen att
smörjmedlets verkan vid spånavskiljande
metallbearbetning icke nämnvärt är beroende av
smörjmedlets fysikaliska egenskaper, utan mera
beror på kemiska reaktioner mellan
smörjmedel och metall. Därmed skulle vi för den
spånavskiljande metallbearbetningen komma till
liknande synpunkter, som vi redan har nämnt i
samband med högtryckssmörjningen. Detta är
slutligen även begripligt, om vi går tillbaka till
tabell 9 och där jämför påkänningarna vid olika
smör j ningsbetingelser.
I det följande skall vi även behandla icke
spånavskiljande bearbetning eller plastisk
kallbearbetning. Också i detta fall har vi att göra med
mycket höga ytpåkänningar inom området för
gränsskiktssmörj ning. På smörjmedlen ställs
därför höga fordringar framför allt med
avseende på ythäftningsförmåga, filmhållfasthet,
värmebeständighet och deformerbarhet. På grund
av de mycket höga ytpåkänningarna och de
mer eller mindre stora deformationerna kan
arbetstemperaturerna i vissa fall vara mycket
höga. Redan vid behandlingen av den
spånavskiljande bearbetningen framhölls betydelsen
av de höga arbetstemperaturerna. En ny fordran
på smörjmedlet, som tillkommer vid plastisk
kallbearbetning, är att filmen måste ha en
mot deformeringens storlek svarande
deformerbarhet. Vi skall här inskränka oss till att
beskriva smörjförhållandena med ett exempel,
nämligen vid formdragning eller kallsprutning.
Denna arbetsprocess består i en omformning av
ämnen av metall, varvid materialet bearbetas
med stämpel i öppet sänke vid hög
tvärsnittsreduktion och stor materialvandring. Materialet
flyter med hög hastighet relativt de rörliga
verktygsdelarna. De tryck, som därvid kan
uppträda, uppgår till 300 kp/mnr och mera.
Materialet flyter under bearbetningen över långa
glidvägar, vilket som nämnts fordrar en hög
deformerbarhet hos smörj filmen. Temperaturen
hos arbetsstyckena, då de kastas ur
maskinen, är 135—175°, varav man kan sluta sig till
att temperaturen är hög under själva
bearbetningsprocessen.
De viktigaste processerna mellan smörjmedel
och arbetsmaterial har vi redan nämnt i
samband med den spånavskiljande bearbetningen.
Vi kom till att vissa faktorer försvårar
smörj-filmbildningen, och att framför allt sådana
smörjmedel kommer ifråga, vilka alstrar ett
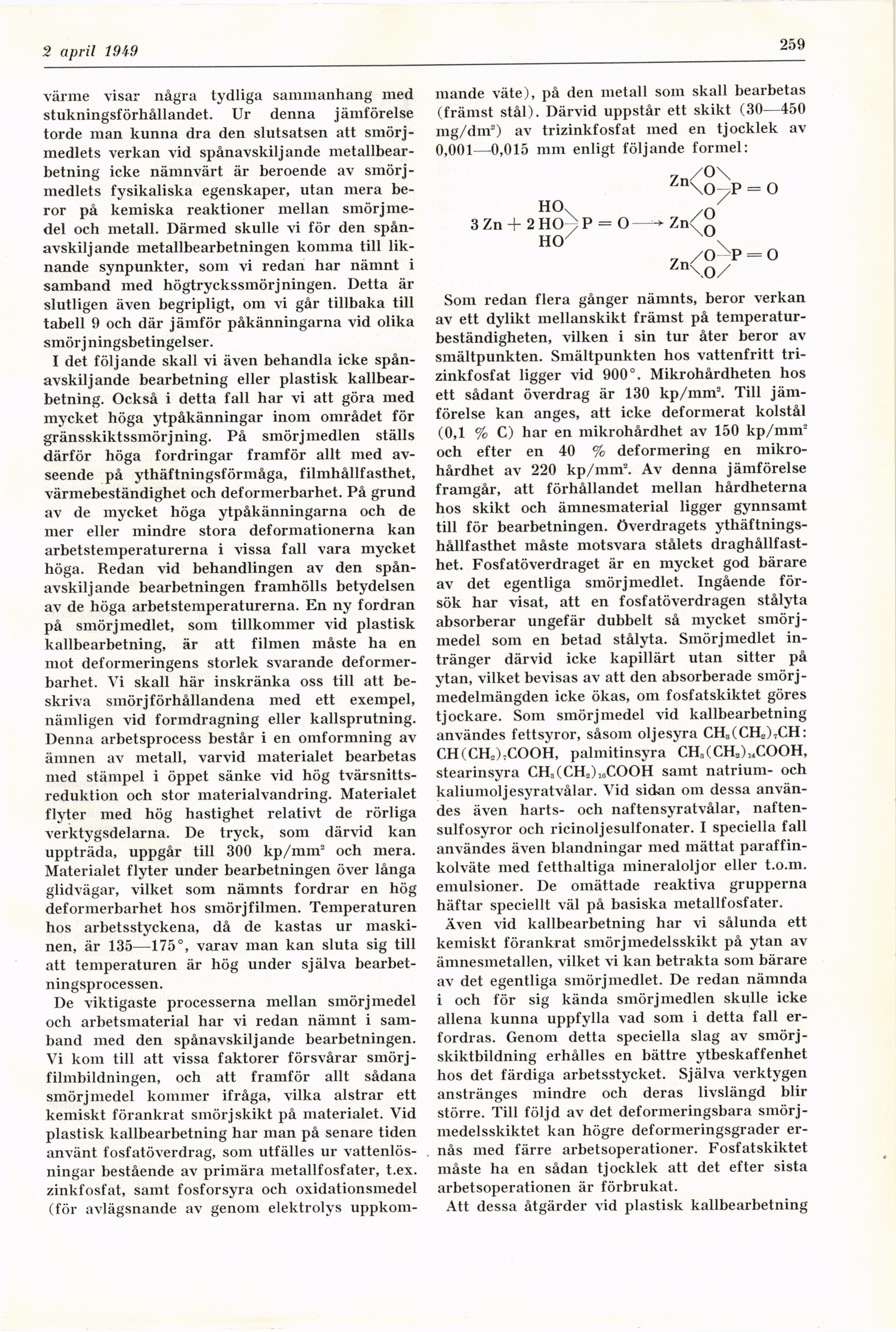
kemiskt förankrat smörj skikt på materialet. Vid
plastisk kallbearbetning har man på senare tiden
använt fosfatöverdrag, som utfälles ur
vattenlösningar bestående av primära metallfosfater, t.ex.
zinkfosfat, samt fosforsyra och oxidationsmedel
(för avlägsnande av genom elektrolys uppkom-
mande väte), på den metall soin skall bearbetas
(främst stål). Därvid uppstår ett skikt (30—450
mg/dm2) av trizinkfosfat med en tjocklek av
0,001—0,015 mm enligt följande formel:
HOx
3Zn + 2HO )P = 0
HO7
zn\0/p = o
Zn
zn
/O
\0
/0XP = o
\0/
Som redan flera gånger nämnts, beror verkan
av ett dylikt mellanskikt främst på
temperaturbeständigheten, vilken i sin tur åter beror av
smältpunkten. Smältpunkten hos vattenfritt
trizinkfosfat ligger vid 900°. Mikrohårdheten hos
ett sådant överdrag är 130 kp/mm2. Till
jämförelse kan anges, att icke deformerat kolstål
(0,1 % C) har en mikrohårdhet av 150 kp/mmr
och efter en 40 % deformering en
mikrohårdhet av 220 kp/mm2. Av denna jämförelse
framgår, att förhållandet mellan hårdheterna
hos skikt och ämnesmaterial ligger gynnsamt
till för bearbetningen. Överdragets
ythäftnings-hållfasthet måste motsvara stålets
draghållfasthet. Fosfatöverdraget är en mycket god bärare
av det egentliga smörjmedlet. Ingående
försök har visat, att en fosfatöverdragen stålyta
absorberar ungefär dubbelt så mycket
smörjmedel som en betad stålyta. Smörjmedlet
intränger därvid icke kapillärt utan sitter på
ytan, vilket bevisas av att den absorberade
smörjmedelmängden icke ökas, om fosfatskiktet göres
tjockare. Som smörjmedel vid kallbearbetning
användes fettsyror, såsom oljesyra CH3(CH»)7CH:
CH(CH=);COOH, palmitinsyra CHs(CH2)14COOH,
stearinsyra CH3(CH2)10COOH samt natrium- och
kaliumoljesyratvålar. Vid sidan om dessa
användes även harts- och naftensyratvålar,
naften-sulfosyror och ricinoljesulfonater. I speciella fall
användes även blandningar med mättat
paraffin-kolväte med fetthaltiga mineraloljor eller t.o.m.
emulsioner. De omättade reaktiva grupperna
häftar speciellt väl på basiska metallfosfater.
Även vid kallbearbetning har vi sålunda ett
kemiskt förankrat smörjmedelsskikt på ytan av
ämnesmetallen, vilket vi kan betrakta som bärare
av det egentliga smörjmedlet. De redan nämnda
i och för sig kända smörjmedlen skulle icke
allena kunna uppfylla vad som i detta fall
erfordras. Genom detta speciella slag av
smörj-skiktbildning erhålles en bättre ytbeskaffenhet
hos det färdiga arbetsstycket. Själva verktygen
anstränges mindre och deras livslängd blir
större. Till följd av det deformeringsbara
smörjmedelsskiktet kan högre deformeringsgrader
ernås med färre arbetsoperationer. Fosfatskiktet
måste ha en sådan tjocklek att det efter sista
arbetsoperationen är förbrukat.
Att dessa åtgärder vid plastisk kallbearbetning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}