
Full resolution (JPEG) - On this page / på denna sida - H. 37. 15 oktober 1949 - Nya högvärdiga gjutjärn, av Per O Björkman
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
742
TEKNISK TIDSKRIFT
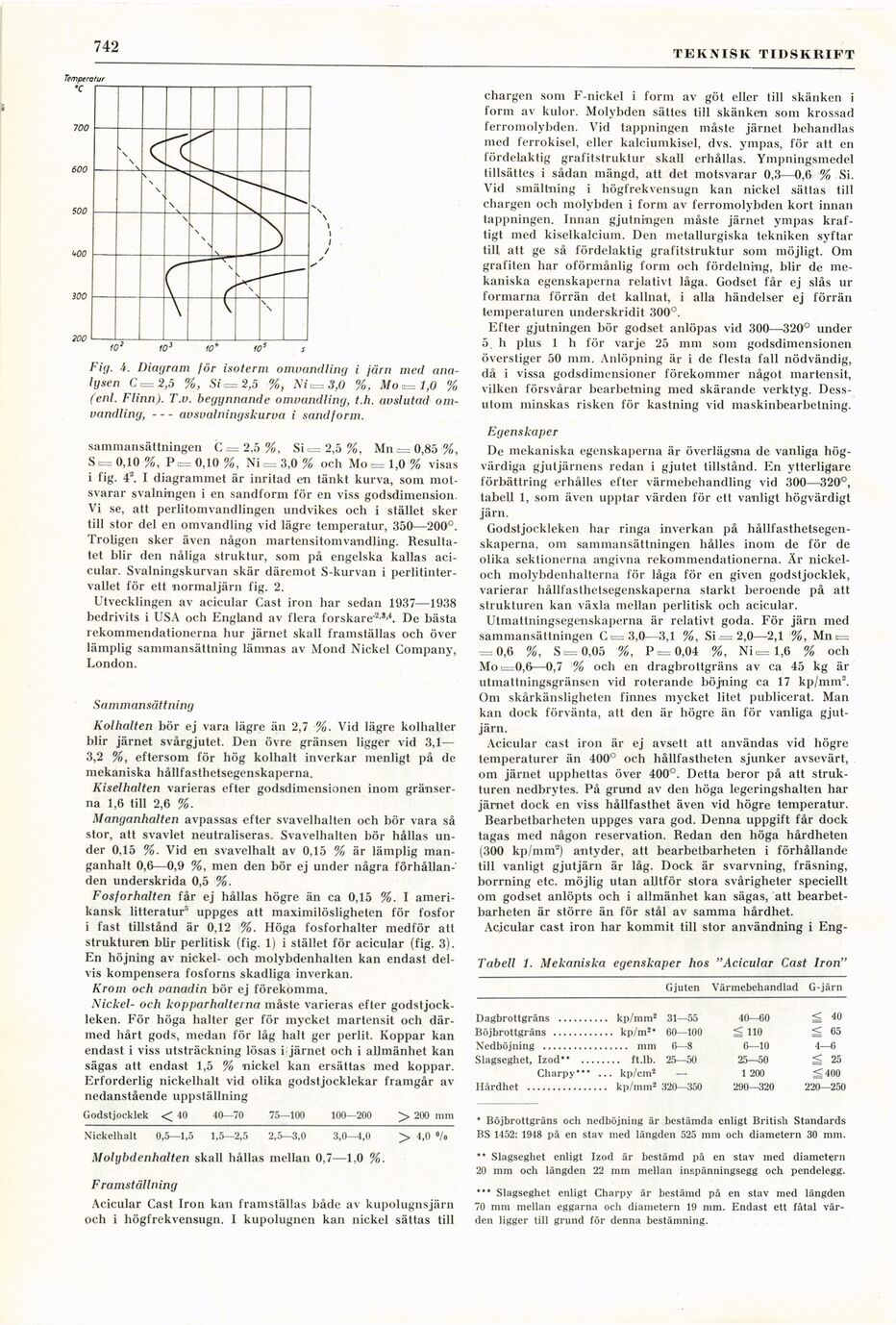
Fig. i. Diagram för isoterm omvandling i järn med
analysen C,= 2,5 %, Si,= 2,5 %, Ni,= 3,0 %, Mo,= 1,0 %
(enl. Flinn). T.v. begynnande omvandling, t.h. avslutad
omvandling, –-avsvalningskurva i sandform.
sammansättningen C = 2,5 %, Si .= 2,5 %, Mn = 0,85 %,
S 1=0,10%, P,= 0,10%, Ni,= 3,0% och Mo =1,0% visas
i fig. 42. I diagrammet är inritad en tänkt kurva, som
motsvarar svalningen i en sandform för en viss godsdimension
Vi se, att perlitomvandlingen undvikes och i stället sker
till stor del en omvandling vid lägre temperatur, 350—200°.
Troligen sker även någon martensitomvandling.
Resultatet blir den nåliga struktur, som på engelska kallas
aci-cular. Svalningskurvan skär däremot S-kurvan i
perlitinter-vallet för ett normaljärn fig. 2.
Utvecklingen av acicular Cast iron har sedan 1937—1938
bedrivits i USA och England av flera forskare2’’4. De bästa
rekommendationerna hur järnet skall framställas och över
lämplig sammansättning lämnas av Mond Nickel Company,
London.
Sammansättning
Kolhalten bör ej vara lägre än 2,7 %. Vid lägre kolhalter
blir järnet svårgjutet. Den övre gränsen ligger vid 3,1—
3,2 %, eftersom för hög kolhalt inverkar menligt på de
mekaniska hållfasthetsegenskaperna.
Kiselhalten varieras efter godsdimensionen inom
gränserna 1,6 till 2,6 %.
Manganhalten avpassas efter svavelhalten och bör vara så
stor, att svavlet neutraliseras. Svavelhalten bör hållas
under 0,15 %. Vid en svavelhalt av 0,15 % är lämplig
manganhalt 0,6—0,9 %, men den bör ej under några
förhållanden underskrida 0,5 %.
Fosforhalten får ej hållas högre än ca 0,15 %. I
amerikansk litteratur1 uppges att maximilösligheten för fosfor
i fast tillstånd är 0,12 %. Höga fosforhalter medför att
strukturen blir perlitisk (fig. 1) i stället för acicular (fig. 3).
En höjning av nickel- och molybdenhalten kan endast
delvis kompensera fosforns skadliga inverkan.
Krom och vanadin bör ej förekomma.
Nickel- och kopparhalterna måste varieras efter
godstjockleken. För höga halter ger för mycket martensit och
därmed hårt gods, medan för låg halt ger perlit. Koppar kan
endast i viss utsträckning lösas i järnet och i allmänhet kan
sägas att endast 1,5 % nickel kan ersättas med koppar.
Erforderlig nickelhalt vid olika godstjoeklekar framgår av
nedanstående uppställning
Godstjocklek < 40 40—70 75—100 100—200 > 200 mm
Nickelhalt 0,5—1,5 1,5—2,5 2,5—3,0
3,0—4,0
> 4,0 "/o
Molybdenhalten skall hållas mellan 0,7—1,0 %.
chargen som F-nickel i form av göt eller till skänken i
form av kulor. Molybden sättes till skänken som krossad
ferromolybden. Vid tappningen måste järnet behandlas
med ferrokisel, eller kalciumkisel, dvs. ympas, för att en
fördelaktig grafitstruktur skall erhållas. Ympningsmedel
tillsättes i sådan mängd, att det motsvarar 0,3—0,6 % Si.
Vid smältning i högfrekvensugn kan nickel sättas till
chargen och molybden i form av ferromolybden kort innan
tappningen. Innan gjutningen måste järnet ympas
kraftigt med kiselkalcium. Den metallurgiska tekniken syftar
till att ge så fördelaktig grafitstruktur som möjligt. Om
grafiten har oförmånlig form och fördelning, blir de
mekaniska egenskaperna relativt låga. Godset får ej slås ur
formarna förrän det kallnat, i alla händelser ej förrän
temperaturen underskridit 300°.
Efter gjutningen bör godset anlöpas vid 300—320° under
5. h pius 1 h för varje 25 mm som godsdimcnsionen
överstiger 50 mm. Anlöpning är i de flesta fall nödvändig,
då i vissa godsdimensioner förekommer något martensit,
vilken försvårar bearbetning med skärande verktyg.
Dessutom minskas risken för kastning vid maskinbearbetning.
Egenskaper
De mekaniska egenskaperna är överlägsna de vanliga
högvärdiga gjutjärnens redan i gjutet tillstånd. En ytterligare
förbättring erhålles efter värmebehandling vid 300—320°,
tabell 1, som även upptar värden för ett vanligt högvärdigt
järn.
Godstjockleken har ringa inverkan på
hållfasthetsegenskaperna, om sammansättningen hålles inom de för de
olika sektionerna angivna rekommendationerna. Är
nickel-och molybdenhalterna för låga för en given godstjocklek,
varierar hållfasthetsegenskaperna starkt beroende på att
strukturen kan växla mellan perlitisk och acicular.
Utmattningsegenskaperna är relativt goda. För järn med
sammansättningen C.= 3,0—3,1 %, Si.= 2,0—2,1 %, Mnt=
= 0,6 %, S i=0,05 %, P i= 0,04 %, Ni ,= 1,6 % och
Mo =0,6—0,7 % och en dragbrottgräns av ca 45 kg är
utmattningsgränsen vid roterande böjning ca 17 kp/mnr.
Om skårkänsligheten finnes mycket litet publicerat. Man
kan dock förvänta, att den är högre än för vanliga
gjutjärn.
Acicular cast iron är ej avsett att användas vid högre
temperaturer än 400° och hållfastheten sjunker avsevärt,
om järnet upphettas över 400°. Detta beror på att
strukturen nedbrytes. På grund av den höga legeringshalten har
järnet dock en viss hållfasthet även vid högre temperatur.
Bearbetbarheten uppges vara god. Denna uppgift får dock
tagas med någon reservation. Redan den höga hårdheten
(300 kp/mm2) antyder, att bearbetbarheten i förhållande
till vanligt gjutjärn är låg. Dock är svarvning, fräsning,
borrning etc. möjlig utan alltför stora svårigheter speciellt
om godset anlöpts och i allmänhet kan sägas, att
bearbetbarheten är större än för stål av samma hårdhet.
Acicular cast iron har kommit till stor användning i Eng-
Tabell 1. Mekaniska egenskaper hos "Acicular Cast Iron"
Gjuten Värmebehandlad G-järn
Dagbrottgräns .......... kp/mm! 31—55
Böjbrottgräns ............ kp/m" 60—100
Nedböjning ................. mm 6—8
Slagseghet, Izod" ........ ft.lb. 25—50
Charpy*** ... kp/cm4 —
Hårdhet ................ kp/mms 320—350
40—60
< 110
6—10
25—50
1 200
290—320
<1 40
<; 65
4—6
5 25
<400
220—250
Framställning
Acicular Cast Iron kan framställas både av kupolugnsjärn
och i högfrekvensugn. I kupolugnen kan nickel sättas till
* Böjbrottgräns och nedböjning är bestämda enligt British Standards
BS 1452: 1948 på en stav med längden 525 mm och diametern 30 mm.
** Slagseghet enligt Izod är bestämd på en stav med diametern
20 mm och längden 22 mm mellan inspänningsegg och pendelegg.
*** Slagseghet enligt Charpy är bestämd på en stav med längden
70 mm mellan eggarna och diametern 19 mm. Endast ett fåtal
värden ligger titi grund för denna bestämning.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}