
Full resolution (JPEG) - On this page / på denna sida - H. 48. 31 december 1949 - Ångledningar för höga tyck och temperaturer, av J M Aiton

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
31 december 1949
1007T
En flänsförbindning med tätningssvets kostar
mera än en svetsad stumfog på grund av det höga
priset för flänsringar, bultar och muttrar. En
rörledning med flänsförbindningar med
tätnings-svets är lättare att montera och rikta och det är
betydligt lättare att sluta till de gap som lämnats
för kallsträckning när flänsarna finns vid
åtdragningsskarvarna. Utförandet av en
flänsförbindning med tätningssvets är enklare och
fordrar icke så stor yrkeskicklighet hos svetsaren
som en svetsad stumfog. Flänsförbindning med
tätningssvets kan brytas upp och göras om utan
större svårighet, men detta är en komplicerad
procedur då det gäller en svetsad stumfog. Någon
form av flänsförbindning kan över huvud taget
icke komma i fråga då ångtemperaturen
överskrider ungefär 540°C på grund av vikten och
kostnaden för flänsar samt svårigheten att
tillverka bultar av rimlig storlek, soin kan motstå
de kontinuerliga påfrestningar som förekommer,
om icke ett synnerligen dyrbart material kommer
till användning. Min erfarenhet lär att då
krom-molybdenrör användes bör flänsförbindningar
förekomma vid ventiler och ändpunkter samt vid
sträckningsskarvar, för övrigt svetsade
stumfogar. Vid högre temperaturer bör endast den
senare typen användas.
För att kunna utföra en svetsad stumfog
perfekt måste den vara rätt konstruerad och rörens
ändar samt skarvringen måste bearbetas till
noggrann passning. Uppmonteringen och riktningen
måste ske mycket noga samt förvärmningen,
svetsningen och värmebehandlingen noggrant
kontrolleras beroende på det förfarande som
användes. Förutsatt att detta iakttas kan ett
svet-sarlag, bestående av en kvalificerad svetsare och
hans hjälpare samt en förman, som bland annat
skall utföra röntgenkontroll, åstadkomma
fullgoda svetsar fastän man måste medge, att även
de bästa svetsar ibland kan innehålla ett antal
små spridda slaggpartiklar. På grund av den
koncentration som man fordrar av svetsaren
under det han utför själva svetsen, är han i
behov av täta pauser för att ta igen sig, och det
är därför för mycket begärt, att han även skall
utföra rengöringen. Handhavandet av
tryckluft-verktyg har en tendens att göra armmusklerna
styva mot slutet av dagen och denna styvhet har
en liten men ändock märkbar effekt på kvaliteten
hos svetsarens arbete. Han bör icke tillåtas att
använda dessa verktyg, vilka annars är så
lämpliga för borttagning av slaggen ovanpå
svetsme-tallen.
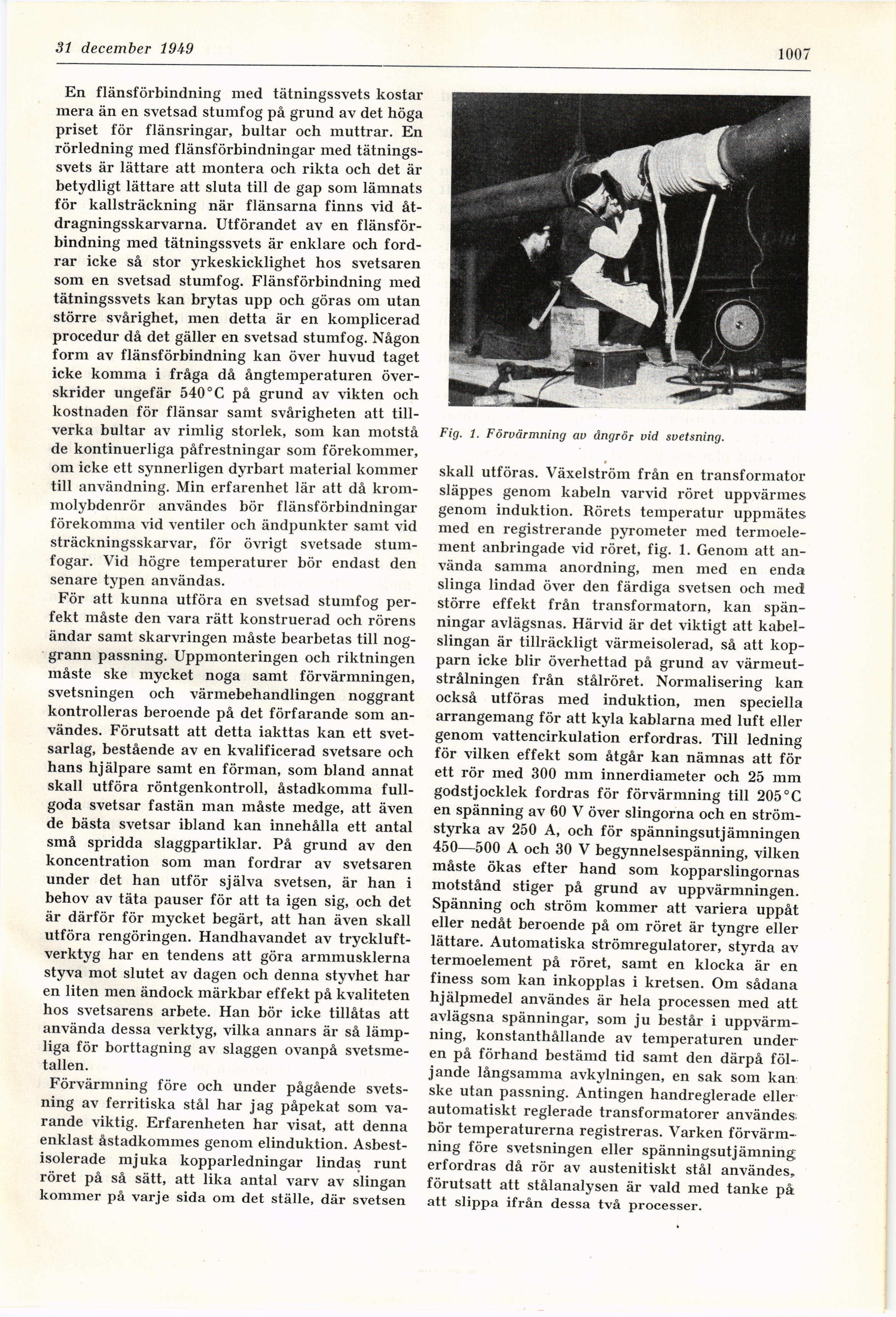
Förvärmning före och under pågående
svetsning av ferritiska stål har jag påpekat som
varande viktig. Erfarenheten har visat, att denna
enklast åstadkommes genom elinduktion.
Asbest-isolerade mjuka kopparledningar lindas runt
röret på så sätt, att lika antal varv av slingan
kommer på varje sida om det ställe, där svetsen
Fig. 1. Förvärmning av ångrör vid svetsning.
skall utföras. Växelström från en transformator
släppes genom kabeln varvid röret uppvärmes
genom induktion. Rörets temperatur uppmätes
med en registrerande pyrometer med
termoelement anbringade vid röret, fig. 1. Genom att
använda samma anordning, men med en enda
slinga lindad över den färdiga svetsen och med
större effekt från transformatorn, kan
spänningar avlägsnas. Härvid är det viktigt att
kabelslingan är tillräckligt värmeisolerad, så att
kopparn icke blir överhettad på grund av
värmeutstrålningen från stålröret. Normalisering kan
också utföras med induktion, men speciella
arrangemang för att kyla kablarna med luft eller
genom vattencirkulation erfordras. Till ledning
för vilken effekt som åtgår kan nämnas att för
ett rör med 300 mm innerdiameter och 25 mm
godstjocklek fordras för förvärmning till 205°C
en spänning av 60 V över slingorna och en
strömstyrka av 250 A, och för spänningsutjämningen
450—500 A och 30 V begynnelsespänning, vilken
måste ökas efter hand som kopparslingornas
motstånd stiger på grund av uppvärmningen.
Spänning och ström kommer att variera uppåt
eller nedåt beroende på om röret är tyngre eller
lättare. Automatiska strömregulatorer, styrda av
termoelement på röret, samt en klocka är en
finess som kan inkopplas i kretsen. Om sådana
hjälpmedel användes är hela processen med att
avlägsna spänningar, som ju består i
uppvärmning, konstanthållande av temperaturen under
en på förhand bestämd tid samt den därpå
följande långsamma avkylningen, en sak som kan
ske utan passning. Antingen handreglerade eller
automatiskt reglerade transformatorer användes
bör temperaturerna registreras. Varken
förvärmning före svetsningen eller spänningsutjämning
erfordras då rör av austenitiskt stål användes,
förutsatt att stålanalysen är väld med tanke på
att slippa ifrån dessa två processer.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}