
Full resolution (JPEG) - On this page / på denna sida - H. 4. 28 januari 1950 - Grundläggningsarbeten för kajer i Le Havres hamn, av Fritz Dellby och Arne Rinkert - Ikosasfären, av sah
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
66
I TEKNISK TIDSKRIFT
Ikosasfären. För att bygga sfäriska behållare av plåt har
man hittills använt huvudsakligen två metoder. Enligt den
ena sammansättes sfären av hopsvetsade plåtar, utskurna
ungefär som man skalar en apelsin, dvs. en topp- och en
bottenkalott förenas av vertikala plåtsegment, vilka är
bredast vid sfärens ekvator och smalnar av mot kalotterna.
På grund av denna avsmalning är det i regel möjligt att
skära ut två sådana segment ur en rektangulär plåt och
därigenom minska spillet. Å andra sidan måste
plåtsegmenten då bli relativt smala och svetssömmarnas sammanlagda
längd blir överdrivet stor. Enligt en annan metod tänker
man sig en gummikub, som är inskriven i sfären och blåses
upp tills dess att dess sidor berör det sfäriska skalet. Man
kan då skära upp denna expanderande kub i plåtar av
nära rektangulär form men med buktiga sidor, vilka kan
fås ut med rätt litet spill och med tillfredsställande längd
på svetssömmarna.
Man har dock haft anledning anta, att ett ännu bättre
resultat skulle kunna erhållas, om man baserade sfärens
efterbildning på en regelbunden kropp av högre
ordningstal, dvs. oktaedern, dodekaedern eller ikosaedern.
Undersökningar i detta syfte har utförts i USA, varvid man har
utgått ifrån en sfär, blåst av plastmaterial (Tekn. T. 1948
s. 575). Den stelnade sfären skäres upp på olika sätt, och
de buktiga delarna lägges på en uppvärmd plan yta, så
att de genom mjukningen åter blir flata. De antar därvid
den form, i vilken en plan plåt skall skäras ut för att
genom plastisk bearbetning bilda en del av en sfärisk yta.
Det har då visat sig, att ikosaedern ger en synnerligen
gynnsam lösning av problemet. Ikosaedern med sina tjugo
liksidiga trianglar är som bekant den regelbundna
månghörningen med det största antalet sidor som är möjlig.
Fyra närliggande sidor i en ikosaeder bildar ett
parallellogram, och fem av dessa bildar ikosaederns hela yta. På
motsvarande sätt kan, en sfär delas i tjugo liksidiga
sfäriska trianglar men icke mera, och likaså kan ett sfäriskt
skal bildas av fem sfäriska parallellogram, bestående
vartdera av fyra sfäriska tringlar. Dessa parallellogram kan
plattas ut till sådan form, att de kan skäras ut ur en
rektangulär plåt med mycket litet spill. Då sfären är mycket
stor måste de fem parallellogrammen uppdelas i mindre
ytor, vilket lämpligast sker i två, tre, fyra eller åtta delar.
En 6 m "ikosasfär", byggd av tjugo plåtar, kräver endast
11 % mera plåt än sfärens effektiva yta och ger en
svets-längd av 128 m. Den kubiska metoden ger med 18 plåtar
19 % spill men 1 m mindre svetslängd, och
apelsinskal-metoden med 32 segment, utskurna två och två per plåt,
23 % spill och 180 m svetslängd, resp. 34 % spill och
110 m svetslängd med 12 segment, utskurna en per plåt.
Genom att för varje särskilt fall beräkna spillplåtens värde
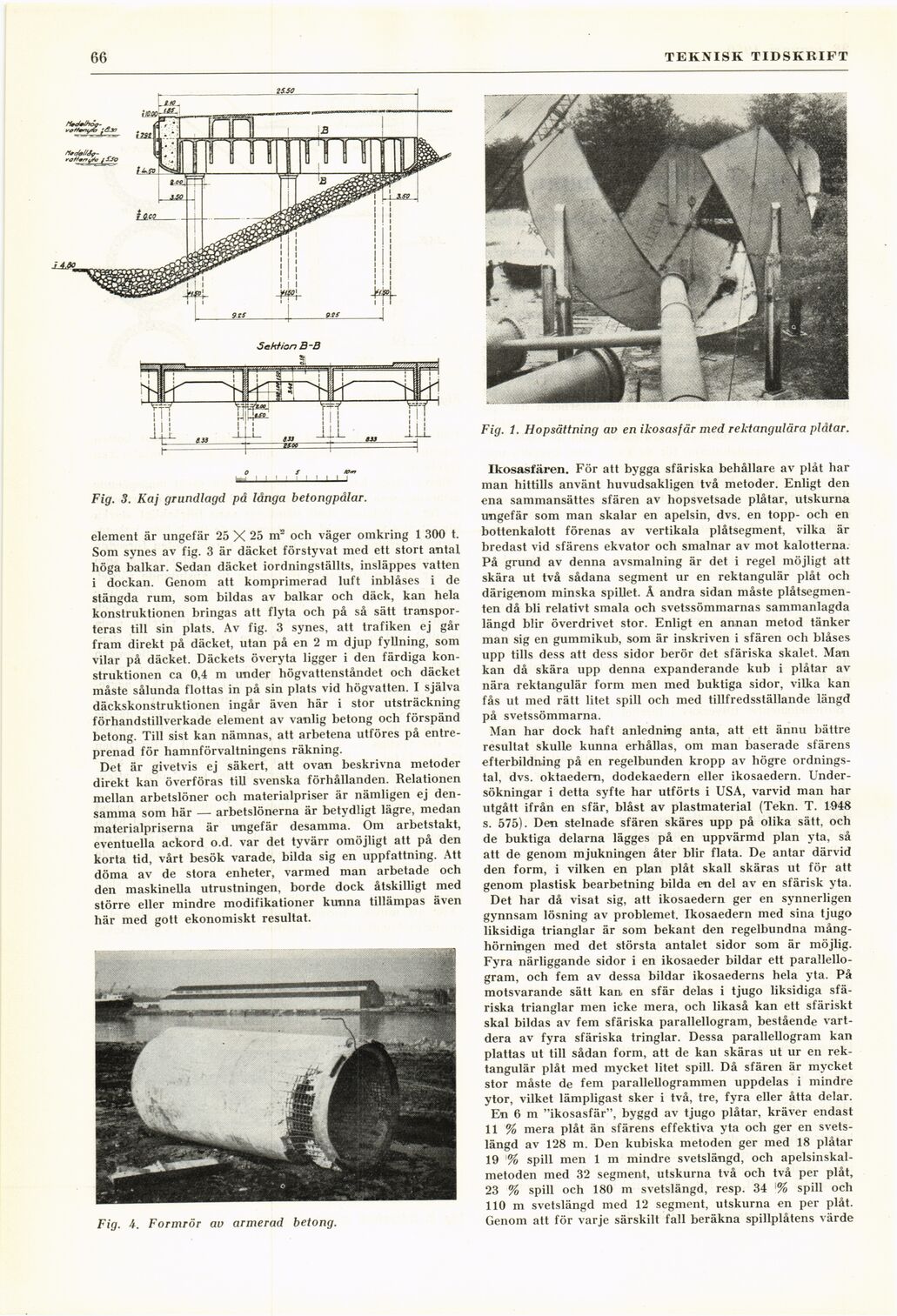
Fig. 1. Hopsättning av en ikosasfär med rektangulära plåtar.
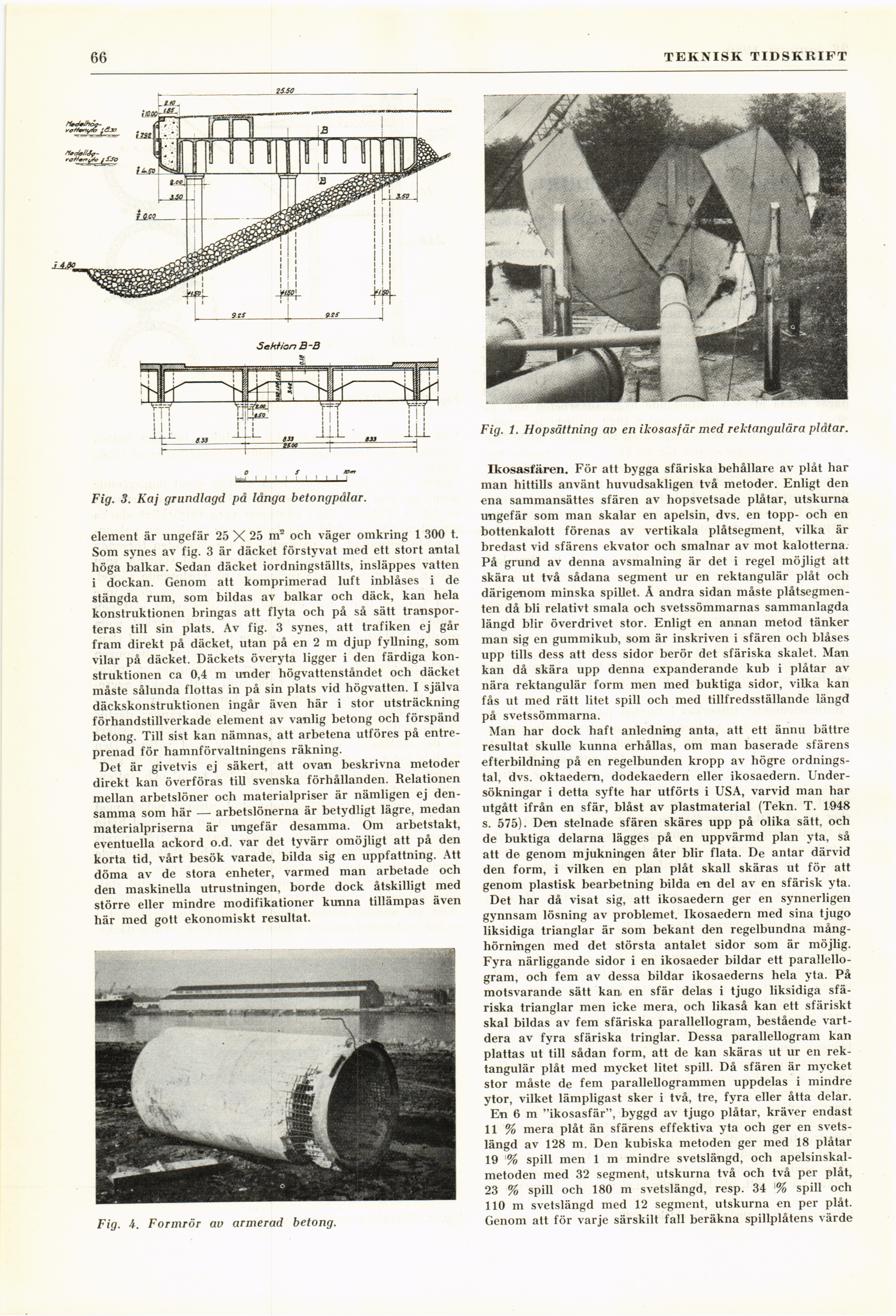
Sektion B-B
Fig. 3. Kaj grundlagd på långa betongpålar.
element är ungefär 25 X 25 m2 och väger omkring 1 300 t.
Som synes av fig. 3 är däcket förstyvat med ett stort antal
höga balkar. Sedan däcket iordningställts, insläppes vatten
i dockan. Genom att komprimerad luft inblåses i de
stängda rum, som bildas av balkar och däck, kan hela
konstruktionen bringas att flyta och på så sätt
transporteras till sin plats. Av fig. 3 synes, att trafiken ej går
fram direkt på däcket, utan på en 2 m djup fyllning, som
vilar på däcket. Däckets överyta ligger i den färdiga
konstruktionen ca 0,4 m under högvattenståndet och däcket
måste sålunda flottas in på sin plats vid högvatten. I själva
däckskonstruktionen ingår även här i stor utsträckning
förhandstillverkade element av vanlig betong och förspänd
betong. Till sist kan nämnas, att arbetena utföres på
entreprenad för hamnförvaltningens räkning.
Det är givetvis ej säkert, att ovan beskrivna metoder
direkt kan överföras till svenska förhållanden. Relationen
mellan arbetslöner och materialpriser är nämligen ej
densamma som här — arbetslönerna är betydligt lägre, medan
materialpriserna är ungefär desamma. Om arbetstakt,
eventuella ackord o.d. var det tyvärr omöjligt att på den
korta tid, vårt besök varade, bilda sig en uppfattning. Att
döma av de stora enheter, varmed man arbetade och
den maskinella utrustningen, borde dock åtskilligt med
större eller mindre modifikationer kunna tillämpas även
här med gott ekonomiskt resultat.
Fig. i. Formrör av armerad betong.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}