
Full resolution (JPEG) - On this page / på denna sida - H. 16. 22 april 1950 - Självkostnadsberäkning vid mekanisering av järngjuterier, av Oscar Warne

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
i 5 april 1950
355
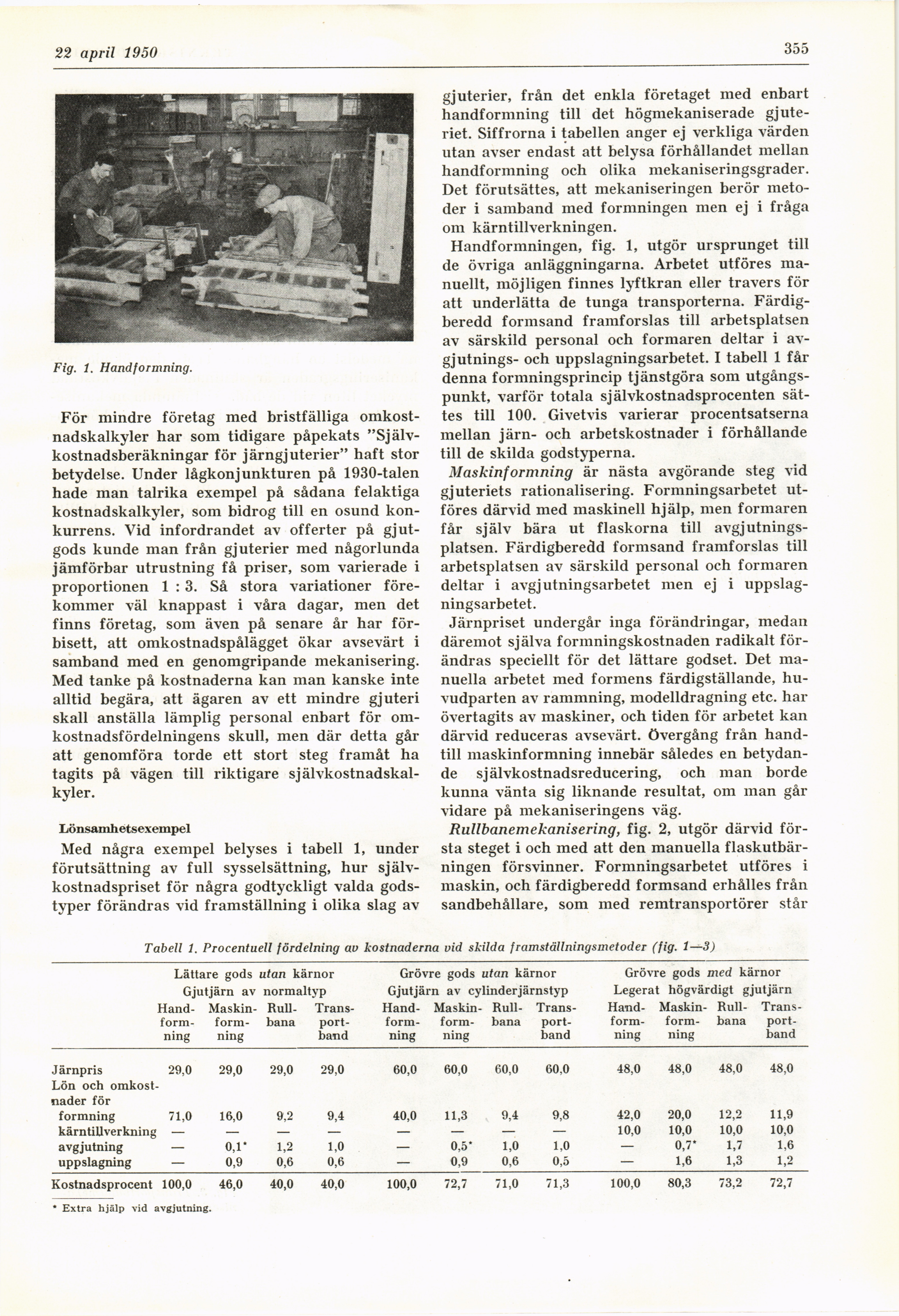
Fig. 1. Hand formning.
För mindre företag med bristfälliga
omkostnadskalkyler har som tidigare påpekats
"Självkostnadsberäkningar för järngjuterier" haft stor
betydelse. Under lågkonjunkturen på 1930-talen
hade man talrika exempel på sådana felaktiga
kostnadskalkyler, som bidrog till en osund
konkurrens. Vid infordrandet av offerter på
gjutgods kunde man från gjuterier med någorlunda
jämförbar utrustning få priser, som varierade i
proportionen 1:3. Så stora variationer
förekommer väl knappast i våra dagar, men det
finns företag, som även på senare år har
förbisett, att omkostnadspålägget ökar avsevärt i
samband med en genomgripande mekanisering.
Med tanke på kostnaderna kan man kanske inte
alltid begära, att ägaren av ett mindre gjuteri
skall anställa lämplig personal enbart för
om-kostnadsfördelningens skull, men där detta går
att genomföra torde ett stort steg framåt ha
tagits på vägen till riktigare
självkostnadskalkyler.
Lönsamhetsexempel
Med några exempel belyses i tabell 1, under
förutsättning av full sysselsättning, hur
självkostnadspriset för några godtyckligt valda
godstyper förändras vid framställning i olika slag av
gjuterier, från det enkla företaget med enbart
handformning till det högmekaniserade
gjute-riet. Siffrorna i tabellen anger ej verkliga värden
utan avser endast att belysa förhållandet mellan
handformning och olika mekaniseringsgrader.
Det förutsättes, att mekaniseringen berör
metoder i samband ined formningen men ej i fråga
om kärntillverkningen.
Handformningen, fig. 1, utgör ursprunget till
de övriga anläggningarna. Arbetet utföres
manuellt, möjligen finnes lyftkran eller travers för
att underlätta de tunga transporterna.
Färdig-beredd formsand framforslas till arbetsplatsen
av särskild personal och formaren deltar i
av-gjutnings- och uppslagningsarbetet. I tabell 1 får
denna formningsprincip tjänstgöra som
utgångspunkt, varför totala självkostnadsprocenten
sättes till 100. Givetvis varierar procentsatserna
mellan järn- och arbetskostnader i förhållande
till de skilda godstyperna.
Maskinformning är nästa avgörande steg vid
gjuteriets rationalisering. Formningsarbetet
utföres därvid med maskinell hjälp, men formaren
får själv bära ut flaskorna till
avgjutnings-platsen. Färdigberedd formsand framforslas till
arbetsplatsen av särskild personal och formaren
deltar i avgjutningsarbetet men ej i
uppslagningsarbetet.
Järnpriset undergår inga förändringar, medan
däremot själva formningskostnaden radikalt
förändras speciellt för det lättare godset. Det
manuella arbetet med formens färdigställande,
huvudparten av rammning, modelldragning etc. har
övertagits av maskiner, och tiden för arbetet kan
därvid reduceras avsevärt, övergång från
handtill maskinformning innebär således en
betydande självkostnadsreducering, och man borde
kunna vänta sig liknande resultat, om man går
vidare på mekaniseringens väg.
Rullbanemekanisering, fig. 2, utgör därvid
första steget i och med att den manuella
flaskutbär-ningen försvinner. Formningsarbetet utföres i
maskin, och färdigberedd formsand erhålles från
sandbehållare, som med remtransportörer står
Tabell 1. Procentuell fördelning au kostnaderna vid skilda framställningsmetoder (fig. 1—3)
Lättare gods utan kärnor Gjutjärn av normaltyp
[-Hand-formning Maskinformning Rullbana Transportband-]
{+Hand- form- ning Maskin- form- ning Rull- bana Trans- port- band+}
Grövre gods utan kärnor Gjutjärn av cylinderjärnstyp
[-Hand-formning Maskin-formning Rullbana Transport-band-]
{+Hand- form- ning Maskin- form- ning Rull- bana Trans- port- band+}
Grövre gods med kärnor Legerat högvärdigt gjutjärn
[-Hand-formning Maskin-formning Rullbana Transport-band-]
{+Hand- form- ning Maskin- form- ning Rull- bana Trans- port- band+}
Järnpris 29,0 29,0 29,0 29,0 60,0 60,0 60,0 60,0 48,0 48,0 48,0 48,0
Lön och
omkostnader för
formning 71,0 16,0 9,2 9,4 40,0 11,3 9,4 9,8 42,0 20,0 12,2 11,9
kärntillverkning — — — — — — — — 10,0 10,0 10,0 10,0
avgjutning — 0,1* 1,2 1,0 — 0,5* 1,0 1,0 — 0,7* 1,7 1,6
uppslagning — 0,9 0,6 0,6 — 0,9 0,6 0,5 — 1,6 1,3 1,2
Kostnadsprocent 100,0 46,0 40,0 40,0 100,0 72,7 71,0 71,3 100,0 80,3 73,2 72,7
* Extra hjälp vid avgjutning.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}