
Full resolution (JPEG) - On this page / på denna sida - H. 24. 17 juni 1950 - Svetsning inom flyget, av Artur Fransson

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
10 juni 1950
563
hejarsmidda ståldetaljer med svetsade. Detta gör
man av flera skäl. Hejarsmide blir som regel
dyrt på grund av höga verktygskostnader, vilka
vid de relativt små serier, som i allmänhet
förekommer blir ganska kännbara. Vid svetsning
däremot utgår man t.ex. från plåt, rör och profiler,
dvs. vanliga standardartiklar, som normalt
hålles i lager. Härigenom slipper man även ifrån
en många gånger betydande maskinbearbetning,
samtidigt som en lätt och smidig konstruktion
kan erhållas. Som vi senare skall se, arbetar man
inom flyget sannolikt med flera olika
svetsmetoder än vid annan verkstadsindustri. Självfallet
måste mycket stora krav ställas på
svetsresulta-tet. Dessa krav kan sammanfattas i följande tre
huvudpunkter: krav på materialet, på
svetsutrustningen och på personalen.
Materialfrågor
När det gäller svetsbart stål för flygplanbygge
har standardiseringen drivits så långt, att
praktiskt taget en enda ståltyp förekommer, om man
bortser från de rostfria stålen. Sålunda
användes huvudsakligen en viss bestämd typ av
krommolybdenstål i svetsade flygplankonstruktioner
i praktiskt taget hela den civiliserade världen.
I vårt land är detta stål sedan länge normerat
inom flygvapnet och flygindustrin. På senare
tid har det även antagits som svensk standard
under beteckningen SIS 142 225.
Sammansättningen är följande:
%
C 0,23—0,28
Si 0,15—0,35
Mn 0,50—0,80
P max. 0,020
S max. 0,015
Cr 0,90—1,20
Mo 0,15—0,25
För att i möjligaste mån trygga en god
svets-barhet har man i de svenska normerna, som
synes, tillåtit endast mycket låga halter av svavel
och fosfor. Även kolhalten söker man hålla så
låg som möjligt av samma anledning, dock har
man här fått lov att stanna inför en viss
kompromisslösning för att samtidigt kunna
tillgodose härdbarhetskravet. Detta material härdas
nämligen ofta efter svetsning till en brottgräns
av minst 90 eller i vissa fall minst 110 kp/mm2.
Det bör anmärkas, att man i USA använder
något högre kolhalt än i Sverige, nämligen 0,30 till
0,35 %. På det hela taget får detta material
anses ha god svetsbarhet, även om man under
stundom icke kunnat helt undvika sprickbildning i
samband med svetsning. Sålunda har ett flertal
undersökningar i syfte att utröna orsaken till
spricktendensen vid svetsning av denna ståltyp
genomförts på olika håll i världen, bl.a. t.ex. vid
Battelle Memorial Institute i Amerika4. I mindre
utsträckning har vissa undersökningar över detta
materials svetsbarhet även utförts här i landet5.
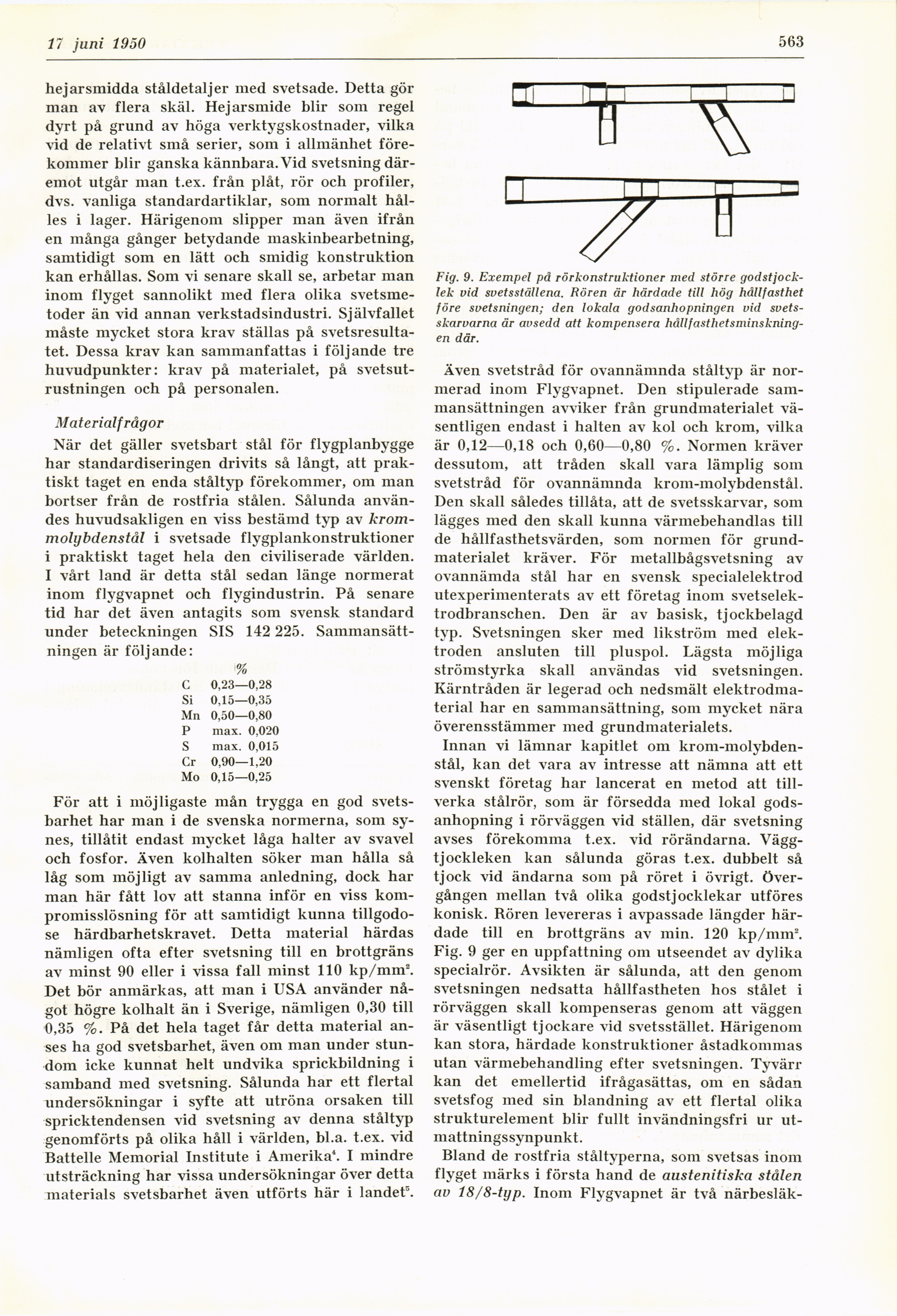
Fig. 9. Exempel på rörkonstruktioner med större
godstjocklek vid svetsställena. Rören är härdade till hög hållfasthet
före svetsningen; den lokala godsanhopningen vid
svetsskarvarna är avsedd att kompensera
hållfasthetsminskningen där.
Även svetstråd för ovannämnda ståltyp är
normerad inom Flygvapnet. Den stipulerade
sammansättningen avviker från grundmaterialet
väsentligen endast i halten av kol och krom, vilka
är 0,12—0,18 och 0,60—0,80 %. Normen kräver
dessutom, att tråden skall vara lämplig som
svetstråd för ovannämnda krom-molybdenstål.
Den skall således tillåta, att de svetsskarvar, som
lägges med den skall kunna värmebehandlas till
de hållfasthetsvärden, som normen för
grundmaterialet kräver. För metallbågsvetsning av
ovannämda stål har en svensk specialelektrod
utexperimenterats av ett företag inom
svetselektrodbranschen. Den är av basisk, tjockbelagd
typ. Svetsningen sker med likström med
elektroden ansluten till pluspol. Lägsta möjliga
strömstyrka skall användas vid svetsningen.
Kärntråden är legerad och nedsmält
elektrodmaterial har en sammansättning, som mycket nära
överensstämmer med grundmaterialets.
Innan vi lämnar kapitlet om
krom-molybdenstål, kan det vara av intresse att nämna att ett
svenskt företag har lancerat en metod att
tillverka stålrör, som är försedda ined lokal
godsanhopning i rörväggen vid ställen, där svetsning
avses förekomma t.ex. vid rörändarna.
Väggtjockleken kan sålunda göras t.ex. dubbelt så
tjock vid ändarna som på röret i övrigt,
övergången mellan två olika godstjocklekar utföres
konisk. Rören levereras i avpassade längder
härdade till en brottgräns av min. 120 kp/mm2.
Fig. 9 ger en uppfattning om utseendet av dylika
specialrör. Avsikten är sålunda, att den genom
svetsningen nedsatta hållfastheten hos stålet i
rörväggen skall kompenseras genom att väggen
är väsentligt tjockare vid svetsstället. Härigenom
kan stora, härdade konstruktioner åstadkommas
utan värmebehandling efter svetsningen. Tyvärr
kan det emellertid ifrågasättas, om en sådan
svetsfog med sin blandning av ett flertal olika
strukturelement blir fullt invändningsfri ur
utmattningssynpunkt.
Bland de rostfria ståltyperna, som svetsas inom
flyget märks i första hand de austenitiska stålen
av 18/8-typ. Inom Flygvapnet är två närbesläk-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}