
Full resolution (JPEG) - On this page / på denna sida - H. 29. 19 augusti 1950 - Dimensionering av kilremsdrift, av Bertil Jacobowsky - Icke-metalliska glidlager, av sah - Gjutformar av plast, av sah

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
708
TEKNISK TIDSKRIFT
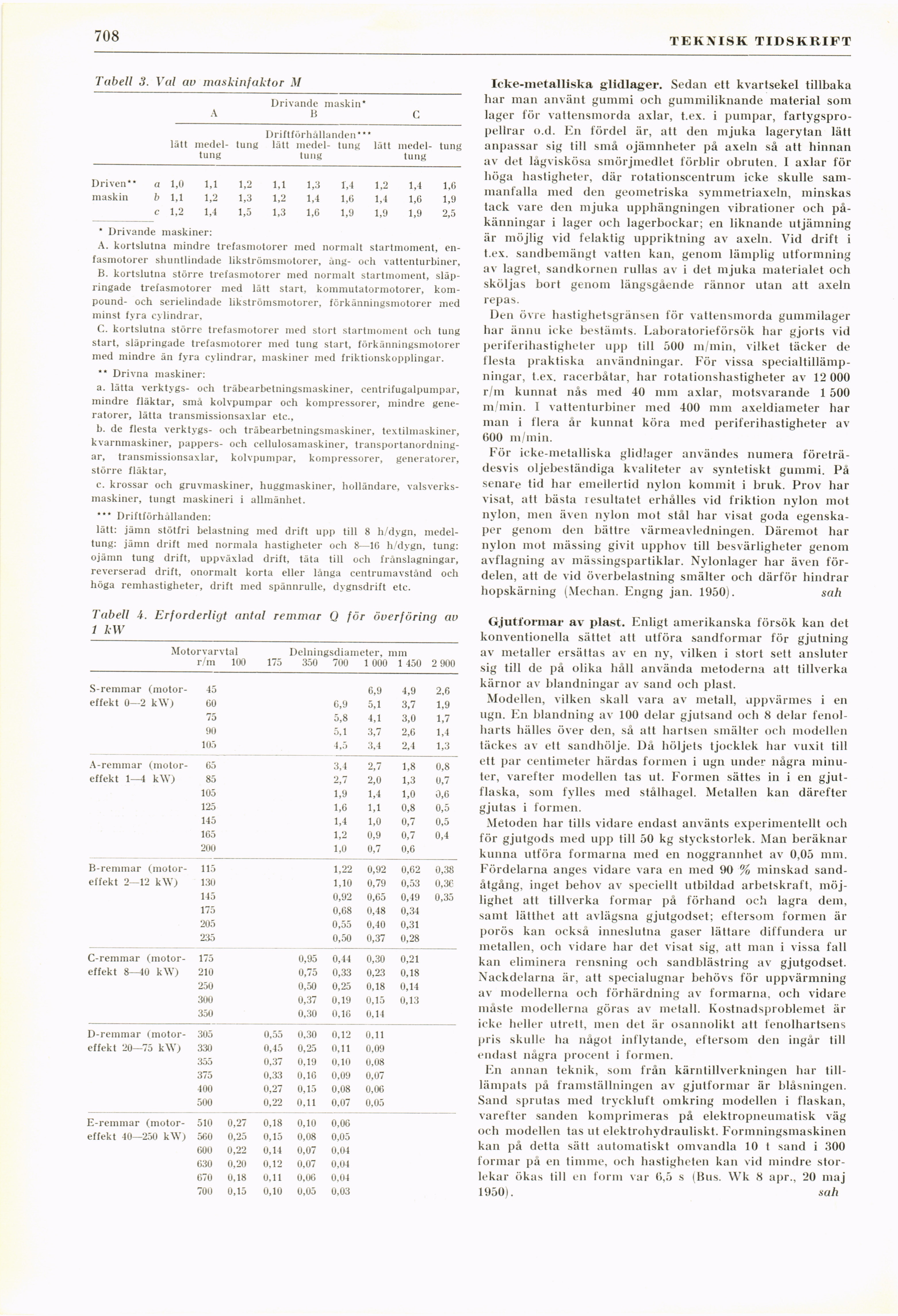
Tabell 3. Val av maskinfaktor M
A
Drivande maskin*
B
Driftförhållanden * * *
lätt medel- tung lätt medel- tung lätt medel- tung
tung tung tung
Driven** a 1,0 1,1 1,2 1,1 1,3 1,4 1,2 1,4 1,6
maskin b 1,1 1,2 1,3 1,2 1,4 1,6 1,4 1,6 l/J
c 1,2 1,4 1,5 1,3 1,6 1,9 1,9 1,9 2,5
* Drivande maskiner:
A. kortslutna mindre trefasmotorer med normalt startmoment,
enfasmotorer shuntlindade likströmsmotorer, ang- och vattenturbiner,
B. kortslutna större trefasmotorer med normalt startmoment,
släpringade trefasmotorer med lätt start, kommutatormotorer,
kom-pound- och serielindade likströmsmotorer, förkänningsmotorer med
minst fyra cylindrar,
C. kortslutna större trefasmotorer med stort startmoment och tung
start, släpringade trefasmotorer med tung start, förkänningsmotorer
med mindre än fyra cylindrar, maskiner med friktionskopplingar.
** Drivna maskiner:
a. lätta verktygs- och träbearbetningsmaskiner, centrifugalpumpar,
mindre fläktar, små kolvpumpar och kompressorer, mindre
generatorer, lätta transmissionsaxlar etc.,
b. de flesta verktygs- och träbearbetningsmaskiner, textilmaskiner,
kvarnmaskiner, pappers- och cellulosamaskiner,
transportanordningar, transmissionsaxlar, kolvpumpar, kompressorer, generatorer,
större fläktar,
c. krossar och gruvmaskiner, huggmaskiner, holländare,
valsverksmaskiner, tungt maskineri i allmänhet.
*** Driftförhållanden:
lätt: jämn stötfri belastning med drift upp till 8 h/dygn,
medel-tung: jämn drift med normala hastigheter och 8—16 h/dygn, tung:
ojämn tung drift, uppväxlad drift, täta till och frànslagningar,
reverserad drift, onormalt korta eller långa centrumavstånd och
höga remhastigheter, drift med spännrulle, dygnsdrift etc.
Tabell 4. Erforderligt antal remmar Q för överföring av
1 kW
Motorvarvtal Delningsdiameter, mm
r/m 100 175 350 700 1 000 1 450 2 900
S-remmar (motor- 45 6,9 4,9 2,6
effekt 0—2 kW) 60 6,9 5,1 3,7 1,9
75 5,8 4,1 3,0 1,7
90 5,1 3,7 2,6 1,4
105 4,5 3,4 2,4 1,3
A-remmar (motor- 65 3,4 2,7 1,8 0,8
effekt 1—4 kW) 85 2,7 2,0 1,3 0,7
105 1,9 1,4 1,0 0,6
125 1,6 1,1 0,8 0,5
145 1,4 1,0 0,7 0,5
165 1,2 0,9 0,7 0,4
200 1,0 0,7 0,6
B-remmar (motor- 115 1,22 0,92 0,62 0,38
effekt 2—12 kW) 130 1,10 0,79 0,53 0,3C
145 0,92 0,65 0,49 0,35
175 0,68 0,48 0,34
205 0,55 0,40 0,31
235 0,50 0,37 0,28
C-remmar (motor- 175 0,95 0,44 0,30 0,21
effekt 8—40 kW) 210 0,75 0,33 0,23 0,18
250 0,50 0,25 0,18 0,14
300 0,37 0,19 0,15 0,13
350 0,30 0,16 0,14
D-remmar (motor- 305 0,55 0,30 0,12 0,11
effekt 20—75 kW) 330 0,45 0,25 0,11 0,09
355 0,37 0,19 0,10 0,08
375 0,33 0,16 0,09 0,07
400 0,27 0,15 0,08 0,06
500 0,22 0,11 0,07 0,05
E-remmar (motor- 510 0,27 0,18 0,10 0,06
effekt 40—250 kW) 560 0,25 0,15 0,08 0,05
600 0,22 0,14 0,07 0,04
630 0,20 0,12 0,07 0,04
670 0,18 0,11 0,06 0,04
700 0,15 0,10 0,05 0,03
Icke-metalliska glidlager. Sedan ett kvartsekel tillbaka
har man använt gummi och gummiliknande material som
lager för vattensmorda axlar, t.ex. i pumpar,
fartygspropellrar o.d. En fördel är, att den mjuka lagerytan lätt
anpassar sig till små ojämnheter på axeln så att hinnan
av det lågviskösa smörjmedlet förblir obruten. 1 axlar för
höga hastigheter, där rotationscentrum icke skulle
sammanfalla med den geometriska symmetriaxeln, minskas
tack vare den mjuka upphängningen vibrationer och
påkänningar i lager och lagerbockar; en liknande utjämning
är möjlig vid felaktig uppriktning av axeln. Vid drift i
t.ex. sandbemängt vatten kan, genom lämplig utformning
av lagret, sandkornen rullas av i det mjuka materialet och
sköljas bort genom längsgående rännor utan att axeln
repas.
Den övre hastighetsgränsen för vattensmorda gummilager
har ännu icke bestämts. Laboratorieförsök har gjorts vid
periferihastigheter upp lill 500 m/min, vilket täcker de
flesta praktiska användningar. För vissa
specialtillämpningar, t.ex. racerbåtar, har rotationshastigheter av 12 000
r/m kunnat nås med 40 mm axlar, motsvarande 1 500
m/min. 1 vattenturbiner ined 400 mm axeldiameter har
man i flera år kunnat köra med periferihastigheter av
000 m/min.
För icke-metalliska glidlager användes numera
företrädesvis oljebeständiga kvaliteter av syntetiskt gummi. På
senare tid har emellertid nylon kommit i bruk. Prov har
visat, att bästa resultatet erhålles vid friktion nylon mot
nylon, men även nylon mot stål har visat goda
egenskaper genom den bättre värmeavledningen. Däremot har
nylon mot mässing givit upphov till besvärligheter genom
avflagning av mässingspartiklar. Nylonlager har även
fördelen, att de vid överbelastning smälter och därför hindrar
hopskärning (Mechan. Engng jan. 1950). sah
Gjutformar av plast. Enligt amerikanska försök kan det
konventionella sättet att utföra sandformar för gjutning
av metaller ersättas av en ny, vilken i stort sett ansluter
sig till de på olika håll använda metoderna att tillverka
kärnor av blandningar av sand och plast.
Modellen, vilken skall vara av metall, uppvärmes i en
ugn. En blandning av 100 delar gjutsand och 8 delar
fenolharts hälles över den, så alt hartsen smälter och modellen
täckes av ett sandhölje. Då höljets tjocklek har vuxit till
ett par centimeter härdas formen i ugn under några
minuter, varefter modellen tas ut. Formen sättes in i en
gjut-flaska, som fylles med stålhagel. Metallen kan därefter
gjutas i formen.
Metoden har tills vidare endast använts experimentellt och
för gjutgods med upp till 50 kg styckstorlek. Man beräknar
kunna utföra formarna med en noggrannhet av 0,05 mm.
Fördelarna anges vidare vara en med 90 % minskad
sandåtgång, inget behov av speciellt utbildad arbetskraft,
möjlighet att tillverka formar på förhand och lagra dem,
samt lätthet att avlägsna gjutgodset; eftersom formen är
porös kan också inneslutna gaser lättare diffundera ur
metallen, och vidare har det visat sig, att 111:111 i vissa fall
kan eliminera rensning och sandblästring av gjutgodset.
Nackdelarna är, att specialugnar behövs för uppvärmning
av modellerna och förhårdning av formarna, och vidare
måste modellerna göras av metall. Kostnadsproblemet är
icke heller utrett, men det är osannolikt att fenolhartsens
pris skulle ha något inflytande, eftersom den ingår till
endast några procent i formen.
En annan teknik, som från kärntillverkningen har
till-lämpats på framställningen av gjutformar är blåsningen.
Sand sprutas med tryckluft omkring modellen i flaskan,
varefter sanden komprimeras på elektropneumatisk väg
och modellen tas ut elektrohydraulisk!. Formningsmaskinen
kan på detta sätt automatiskt omvandla 10 t sand i 300
formar på en timme, och hastigheten kan vid mindre
storlekar ökas till en form var 6,5 s (Bus. Wk 8 apr., 20 maj
1950). sah
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}