
Full resolution (JPEG) - On this page / på denna sida - H. 31. 2 september 1950 - Aktuella materialproblem inom elektronrörstekniken, av Herbert Steyskal och Rolf Gezelius
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
2 september 1950
749
tium, kalcium, magnesium, aluminium eller
torium samt monteras i röret i en metallkapsel
och förångas genom högfrekvensupphettning
före rörets avsmältning, varvid bildas en spegel
på glaskolvens insida. Bland nyare typer av
dessa getter märkes skyddsrörskapslat barium,
kallat Feba, Niba eller Cuba allt efter
skyddsrörets art. Fördelen är framför allt den goda
lagringsbeständigheten i luft. Om man
planhyv-lar skyddsröret längs en generatris, så att endast
ett tunt skikt av det återstår (fig. 7) får man ett
getter med riktverkan, som kan monteras direkt
utan kapsel. I Tyskland har man börjat använda
förångningsgetter, bestående av en legering
ba-rium-aluminium-torium i proportionerna 1:1:6.
Detta getter kallat Bato utgör en kombination
av förångnings- och beläggningsgetter. Torium
är knappast flyktigt vid den använda
gettrings-temperaturen, 800—900° C.
Vid förångningsgetter skiljer man på
momentanverkan, alltså gassorptionen vid själva
förångningen samt efterverkan, alltså sorptionen av
senare i röret frigjorda gaser. Barium har både
momentan- och efterverkan, rent magnesium,
som tidigare hade stor användning, endast
momentanverkan. Förångningsgettren är billiga och
enkla att montera och har därför fått vidsträckt
användning t.ex. vid konventionella
mottagar-och telefonirör.
Beläggningsgettren består av pulvriserade
metaller såsom tantal, zirkonium, torium, vilka har
insintrats i ytan på en sådan del av
elektrodsystemet, som under rörets drift antar lämplig
temperatur, vanligen mellan 200 och 1 000° C.
Någon gång kan en detalj göras helt i gettrande
material, t.ex. en tantalanod i ett sändarrör.
Beläggningsgettren har på senare år tilldragit sig
stort intresse, enär förångningsgettren har vissa
nackdelar, som ibland gör dem olämpliga.
Sålunda kan spegeln försvåra elektrodsystemets
kylning genom reflexion av värmestrålningen
från detta. Ledande skikt kan uppstå på olämp-
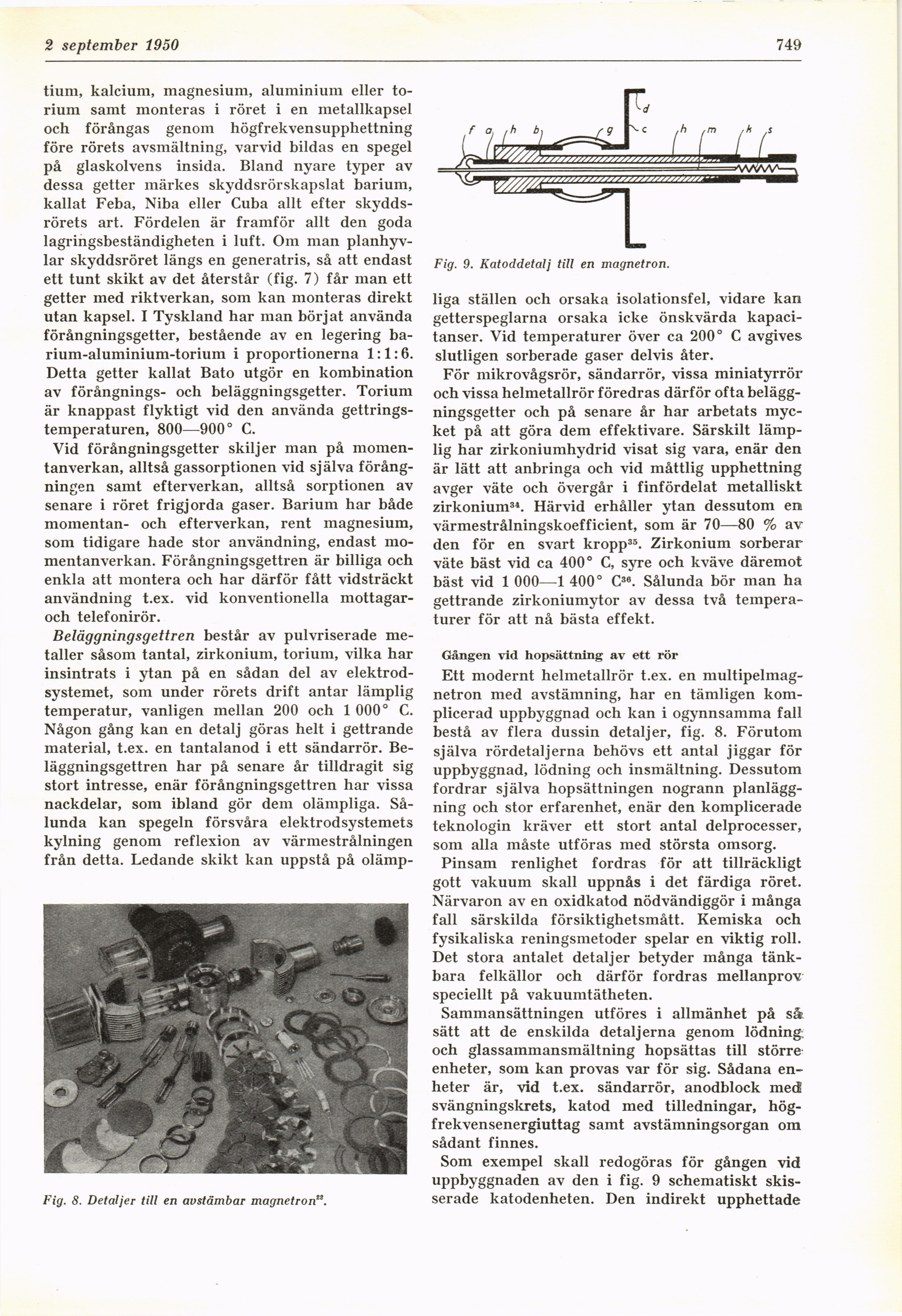
Fig. 8. Detaljer till en avstämbar magnetron".
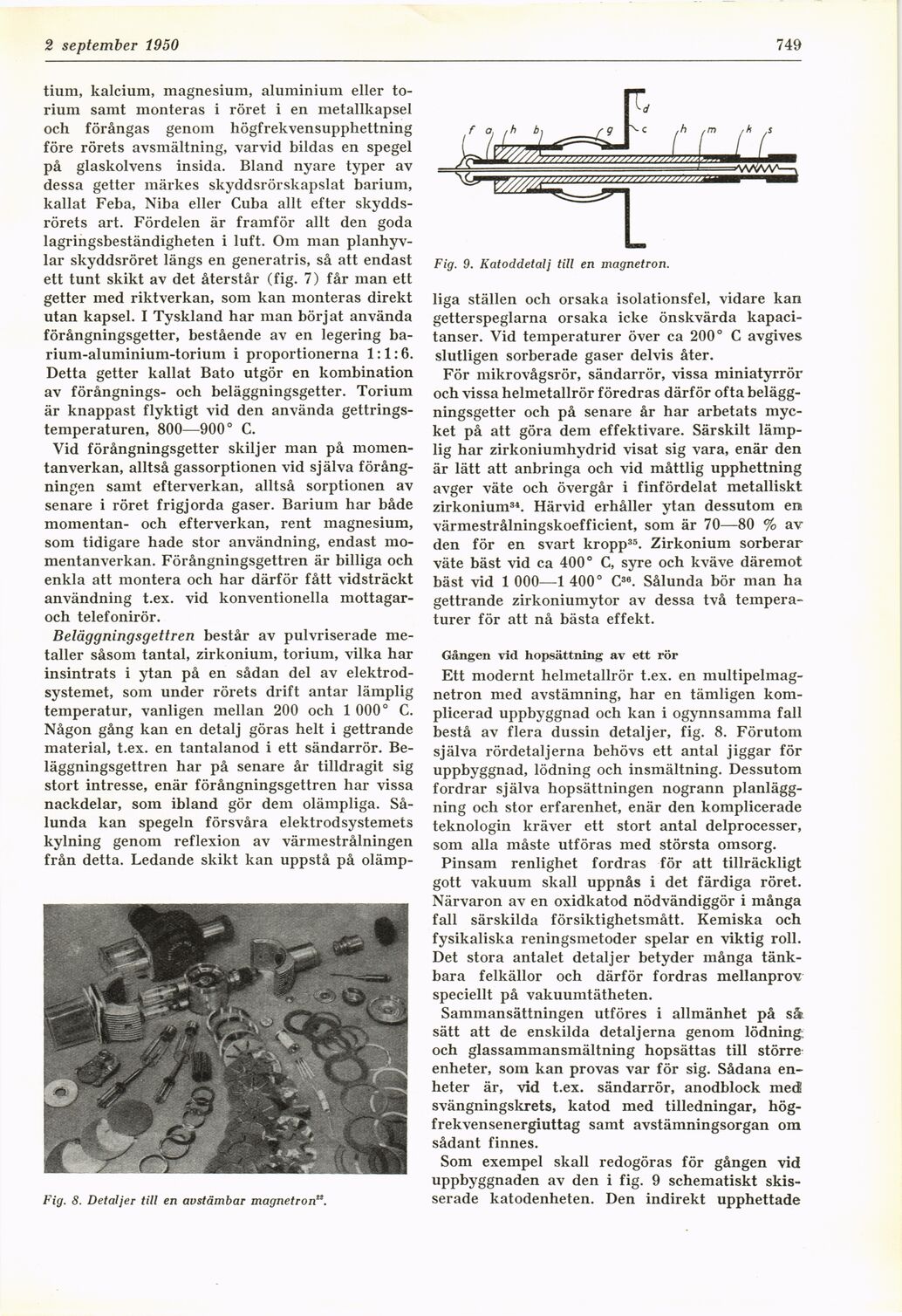
Fig. 9. Katoddetalj till en magnetron.
liga ställen och orsaka isolationsfel, vidare kan
getterspeglarna orsaka icke önskvärda
kapaci-tanser. Vid temperaturer över ca 200° C avgives
slutligen sorberade gaser delvis åter.
För mikrovågsrör, sändarrör, vissa miniatyrrör
och vissa helmetallrör föredras därför ofta
beläggningsgetter och på senare år har arbetats
mycket på att göra dem effektivare. Särskilt
lämplig har zirkoniumhydrid visat sig vara, enär den
är lätt att anbringa och vid måttlig upphettning
avger väte och övergår i finfördelat metalliskt
zirkonium34. Härvid erhåller ytan dessutom era
värmestrålningskoefficient, som är 70—80 % av
den för en svart kropp35. Zirkonium sorberar
väte bäst vid ca 400° C, syre och kväve däremot
bäst vid 1 000—1 400° C36. Sålunda bör man ha
gettrande zirkoniumytor av dessa två
temperaturer för att nå bästa effekt.
Gången vid hopsättning av ett rör
Ett modernt helmetallrör t.ex. en
multipelmag-netron med avstämning, har en tämligen
komplicerad uppbyggnad och kan i ogynnsamma fall
bestå av flera dussin detaljer, fig. 8. Förutom
själva rördetaljerna behövs ett antal jiggar för
uppbyggnad, lödning och insmältning. Dessutom
fordrar själva hopsättningen nogrann
planläggning och stor erfarenhet, enär den komplicerade
teknologin kräver ett stort antal delprocesser,
som alla måste utföras med största omsorg.
Pinsam renlighet fordras för att tillräckligt
gott vakuum skall uppnås i det färdiga röret.
Närvaron av en oxidkatod nödvändiggör i många
fall särskilda försiktighetsmått. Kemiska och
fysikaliska reningsmetoder spelar en viktig roll.
Det stora antalet detaljer betyder många
tänkbara felkällor och därför fordras mellanprov
speciellt på vakuumtätheten.
Sammansättningen utföres i allmänhet på sä
sätt att de enskilda detaljerna genom lödning
och glassammansmältning hopsättas till större
enheter, som kan provas var för sig. Sådana
enheter är, vid t.ex. sändarrör, anodblock med
svängningskrets, katod med tilledningar,
hög-frekvensenergiuttag samt avstämningsorgan om
sådant finnes.
Som exempel skall redogöras för gången vid
uppbyggnaden av den i fig. 9 schematiskt
skisserade katodenheten. Den indirekt upphettade
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}