
Full resolution (JPEG) - On this page / på denna sida - H. 48. 30 december 1950 - Statistisk kvalitetskontroll, av J M Juran
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
1198
TEKNISK TIDSKRIFT
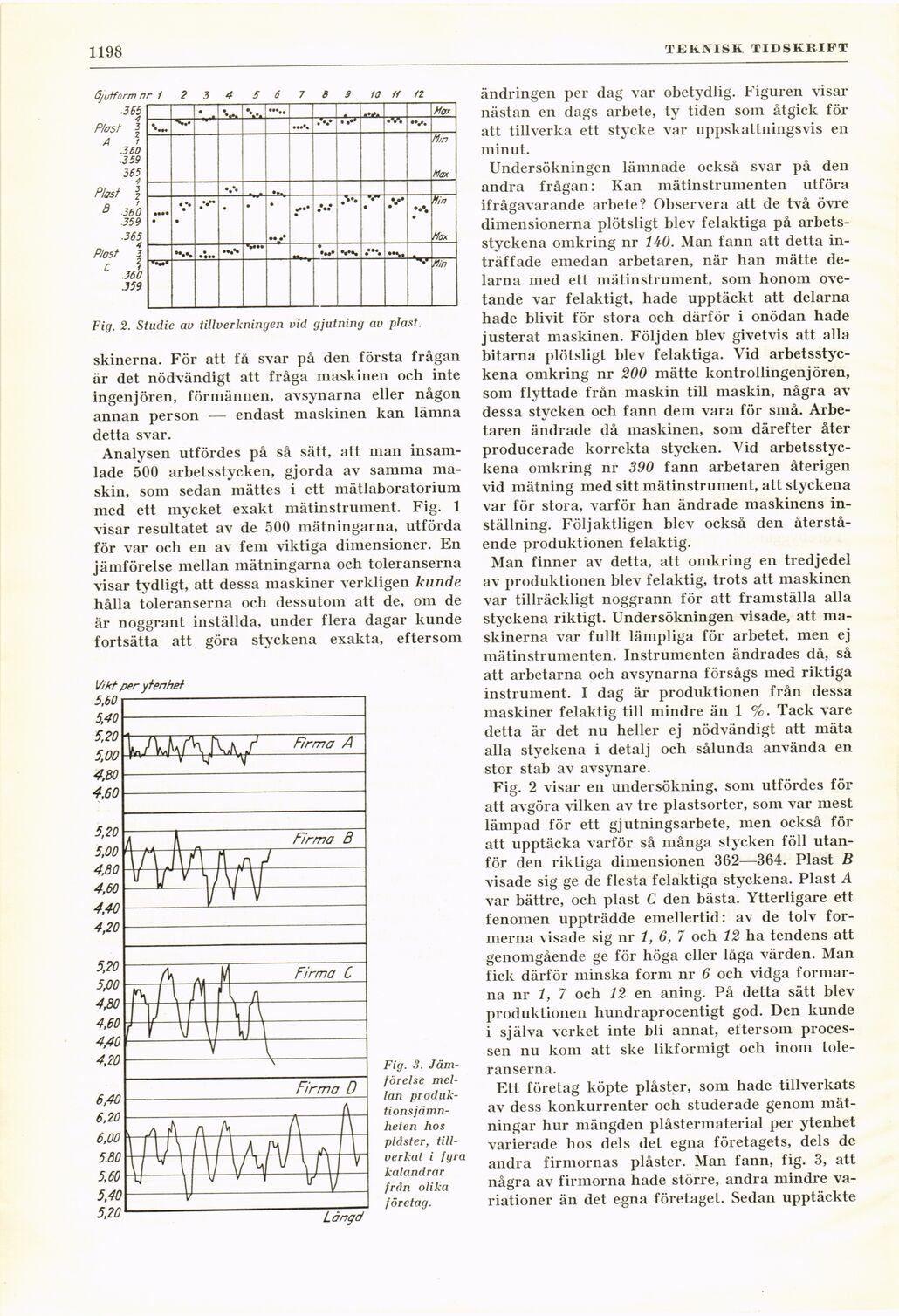
Fig. 2. Studie au tillverkningen vid gjutning av plast.
skinerna. För att få svar på den första frågan
är det nödvändigt att fråga maskinen och inte
ingenjören, förmännen, avsynarna eller någon
annan person — endast maskinen kan lämna
detta svar.
Analysen utfördes på så sätt, att man
insamlade 500 arbetsstycken, gjorda av samma
maskin, soin sedan mättes i ett mätlaboratorium
med ett mycket exakt mätinstrument. Fig. 1
visar resultatet av de 500 mätningarna, utförda
för var och en av fem viktiga dimensioner. En
jämförelse mellan mätningarna och toleranserna
visar tydligt, att dessa maskiner verkligen kunde
hålla toleranserna och dessutom att de, om de
är noggrant inställda, under flera dagar kunde
fortsätta att göra styckena exakta, eftersom
Fig. 3.
Jämförelse mellan produktionsjämnheten hos
plåster,
tillverkat i fyra
kalandrar
från olika
företag.
ändringen per dag var obetydlig. Figuren visar
nästan en dags arbete, ty tiden som åtgick för
att tillverka ett stycke var uppskattningsvis en
minut.
Undersökningen lämnade också svar på den
andra frågan: Kan mätinstrumenten utföra
ifrågavarande arbete? Observera att de två övre
dimensionerna plötsligt blev felaktiga på
arbets-styckena omkring nr IAO. Man fann att detta
inträffade emedan arbetaren, när han mätte
delarna med ett mätinstrument, som honom
ovetande var felaktigt, hade upptäckt att delarna
hade blivit för stora och därför i onödan hade
justerat maskinen. Följden blev givetvis att alla
bitarna plötsligt blev felaktiga. Vid
arbetsstyc-kena omkring nr 200 mätte kontrollingenjören,
som flyttade från maskin till maskin, några av
dessa stycken och fann dem vara för små.
Arbetaren ändrade då maskinen, som därefter åter
producerade korrekta stycken. Vid
arbetsstyc-kena omkring nr 390 fann arbetaren återigen
vid mätning med sitt mätinstrument, att styckena
var för stora, varför han ändrade maskinens
inställning. Följaktligen blev också den
återstående produktionen felaktig.
Man finner av detta, att omkring en tredjedel
av produktionen blev felaktig, trots att maskinen
var tillräckligt noggrann för att framställa alla
styckena riktigt. Undersökningen visade, att
maskinerna var fullt lämpliga för arbetet, men ej
mätinstrumenten. Instrumenten ändrades då, så
att arbetarna och avsynarna försågs med riktiga
instrument. I dag är produktionen från dessa
maskiner felaktig till mindre än 1 %. Tack vare
detta är det nu heller ej nödvändigt att mäta
alla styckena i detalj och sålunda använda en
stor stab av avsynare.
Fig. 2 visar en undersökning, som utfördes för
att avgöra vilken av tre plastsorter, som var mest
lämpad för ett gjutningsarbete, men också för
att upptäcka varför så många stycken föll
utanför den riktiga dimensionen 362—364. Plast B
visade sig ge de flesta felaktiga styckena. Plast A
var bättre, och plast C den bästa. Ytterligare ett
fenomen uppträdde emellertid: av de tolv
formerna visade sig nr 1, 6, 7 och 12 ha tendens att
genomgående ge för höga eller låga värden. Man
fick därför minska form nr 6 och vidga
formarna nr 1, 7 och 12 en aning. På detta sätt blev
produktionen hundraprocentigt god. Den kunde
i själva verket inte bli annat, eftersom
processen nu kom att ske likformigt och inom
toleranserna.
Ett företag köpte plåster, som hade tillverkats
av dess konkurrenter och studerade genom
mätningar hur mängden plåstermaterial per ytenhet
varierade hos dels det egna företagets, dels de
andra firmornas plåster. Man fann, fig. 3, att
några av firmorna hade större, andra mindre
variationer än det egna företaget. Sedan upptäckte
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}