
Full resolution (JPEG) - On this page / på denna sida - H. 48. 30 december 1950 - Statistisk kvalitetskontroll, av J M Juran
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
11 november 1950
1203
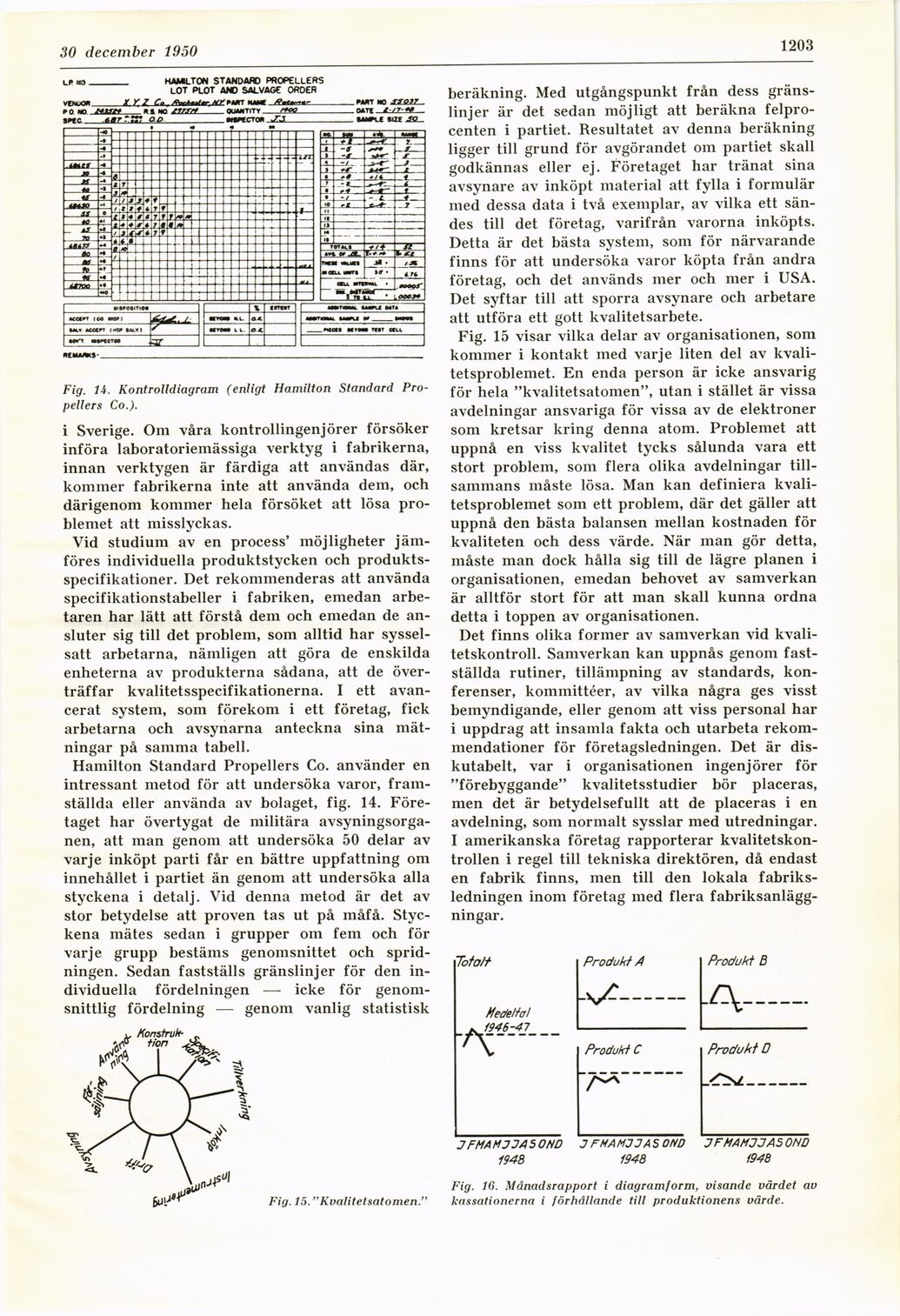
Fig. 14. Kontrolldiagram (enligt Hamilton Standard
Propellers Co.).
i Sverige. Om våra kontrollingenjörer försöker
införa laboratoriemässiga verktyg i fabrikerna,
innan verktygen är färdiga att användas där,
kommer fabrikerna inte att använda dem, och
därigenom kommer hela försöket att lösa
problemet att misslyckas.
Vid studium av en process’ möjligheter
jämföres individuella produktstycken och
produkts-specifikationer. Det rekommenderas att använda
specifikationstabeller i fabriken, emedan
arbetaren har lätt att förstå dem och emedan de
ansluter sig till det problem, som alltid har
sysselsatt arbetarna, nämligen att göra de enskilda
enheterna av produkterna sådana, att de
överträffar kvalitetsspecifikationerna. I ett
avancerat system, som förekom i ett företag, fick
arbetarna och avsynarna anteckna sina
mätningar på samma tabell.
Hamilton Standard Propellers Co. använder en
intressant metod för att undersöka varor,
framställda eller använda av bolaget, fig. 14.
Företaget har övertygat de militära
avsyningsorga-nen, att man genom att undersöka 50 delar av
varje inköpt parti får en bättre uppfattning om
innehållet i partiet än genom att undersöka alla
styckena i detalj. Vid denna metod är det av
stor betydelse att proven tas ut på måfå.
Styckena mätes sedan i grupper om fem och för
varje grupp bestäms genomsnittet och
spridningen. Sedan fastställs gränslinjer för den
individuella fördelningen — icke för
genomsnittlig fördelning — genom vanlig statistisk
v
Konsiruk-tion
beräkning. Med utgångspunkt från dess
gränslinjer är det sedan möjligt att beräkna
felprocenten i partiet. Resultatet av denna beräkning
ligger till grund för avgörandet om partiet skall
godkännas eller ej. Företaget har tränat sina
avsynare av inköpt material att fylla i formulär
med dessa data i två exemplar, av vilka ett
sändes till det företag, varifrån varorna inköpts.
Detta är det bästa system, som för närvarande
finns för att undersöka varor köpta från andra
företag, och det används mer och mer i USA.
Det syftar till att sporra avsynare och arbetare
att utföra ett gott kvalitetsarbete.
Fig. 15 visar vilka delar av organisationen, som
kommer i kontakt med varje liten del av
kvalitetsproblemet. En enda person är icke ansvarig
för hela "kvalitetsatomen", utan i stället är vissa
avdelningar ansvariga för vissa av de elektroner
som kretsar kring denna atom. Problemet att
uppnå en viss kvalitet tycks sålunda vara ett
stort problem, som flera olika avdelningar
tillsammans måste lösa. Man kan definiera
kvalitetsproblemet soin ett problem, där det gäller att
uppnå den bästa balansen mellan kostnaden för
kvaliteten och dess värde. När inan gör detta,
måste man dock hålla sig till de lägre planen i
organisationen, emedan behovet av samverkan
är alltför stort för att man skall kunna ordna
detta i toppen av organisationen.
Det finns olika former av samverkan vid
kvalitetskontroll. Samverkan kan uppnås genom
fastställda rutiner, tillämpning av standards,
konferenser, kommittéer, av vilka några ges visst
bemyndigande, eller genom att viss personal har
i uppdrag att insamla fakta och utarbeta
rekommendationer för företagsledningen. Det är
diskutabelt, var i organisationen ingenjörer för
"förebyggande" kvalitetsstudier bör placeras,
men det är betydelsefullt att de placeras i en
avdelning, som normalt sysslar med utredningar.
I amerikanska företag rapporterar
kvalitetskontrollen i regel till tekniska direktören, då endast
en fabrik finns, men till den lokala
fabriksledningen inom företag med flera
fabriksanläggningar.
Fig. 15." Kvalitetsatomen."
Fig. 16. Månadsrapport i diagramform, visande värdet av
kassationerna i förhållande till produktionens värde.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}