
Full resolution (JPEG) - On this page / på denna sida - H. 48. 30 december 1950 - Kvalitetskontrollens tillämpning i svensk industri, av Erik A Backlund
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
11 november 1950
1207
kontrollarbetet väl ihop med vilket annat
tillverkningstempo som helst. För att komma ned
till rimliga kontrollkostnader måste man ej
sällan förlägga kontrollen ganska långt fram emot
monteringen. Detta leder emellertid till ökade
kassationskostnader, som måste vägas mot
kontrollkostnaderna.
I samband därmed gäller det för
arbetsstudie-mannen, att även bestämma hur kontrollen
organisatoriskt skall anknytas. Man kan ha
kontrollen i form av en övervakning, så att den,
som kontrollerar, förflyttar sig fram till den
plats, där godset av någon annan anledning
befinner sig. övervakningen kan utföras t.ex. av
en förman, en verktygsuppsättare, en särskild
kvalitetsövervakare, som ambulerar i
arbetslokalen, eller såsom något slags
laboratorieövervakning. Man kan emellertid också lägga in
kontrollen direkt i tillverkningskedjan och
transportera godset till platsen för kontrollen.
Detta kan antingen ske så, att man har en
särskild kontrolloperation eller så, att kontrollen
utföres som ett tempo tillsammans med ett
bearbetnings- eller monteringstempo. Utvecklingen
går alltmera i riktning mot sådant tempomässigt
kontrollarbete. Givetvis metodstuderas också
kontrolltempon i många fall3-4 (fig. 1).
Om också kvalitetskontrollen i många
avseenden är jämförbar med annat arbete, finns å
andra sidan mycket betydelsefulla skillnader
mellan bearbetningen och kontrollarbetet.
Sålunda erbjuder övervakningen av kontrollarbetet
alldeles särskilda svårigheter. Genom
bearbetningen ändras detaljernas form och utseende.
Man kan därför av detaljerna se hur
bearbetningen har utförts. Kontrollarbetet däremot
avavsätter i regel inga spår i den kontrollerade
produkten. Det har vid ett antal svenska
företag undersökts, vilken mätnoggrannhet som
normalt kan erhållas vid mätning med
mikrometer och passameter3. Det har även utförts
intressanta undersökningar över pålitligheten
vid kontroll av samtliga detaljer i ett parti5.
En annan viktig skillnad mellan bearbetningen
och kontrollarbetet ligger i provtagningen. Denna
har givetvis ingen motsvarighet vid
bearbetningen. Provtagningen är ofta svår att inplacera
organisatoriskt sett. En tredje omständighet av
stor betydelse i detta sammanhang är, att
kvaliteten hos produkten oftast spelar en
utslagsgivande roll vid betalningen av arbetslönen för
bearbetningen. Här i Sverige torde det sålunda
vara rätt vanligt, att arbetaren får betalt endast
för de detaljer, som blivit godkända. Däri ligger
naturligtvis fröet till en konflikt mellan
arbetaren, arbetsledaren och kontrollmannen. I USA
och England har man på sina håll gått längre
och infört bonus inte endast för kvantiteten utan
även för kvaliteten hos de tillverkade
produkterna. Här i landet har man ännu inte i nämnvärd
utsträckning vågat sig på detta, men otvivelaktigt
har man ögonen på saken.
Övergår vi sedan från arbetsstudierna till
redovisningen av kostnader och kvantiteter m.m. så
finner vi att också detta sammanhänger nära
med kvalitets- och kontrollfrågorna. Sålunda
beror tillverkningskostnaderna i hög grad på
kassa-tionerna (antalet kasserade detaljer, var i
tillverkningskedjan detaljerna kasserats samt av
vilken orsak detaljerna kasserats)6. Vid
insamlandet och bearbetningen av siffermaterialet för
efterkalkylerna, erfordras därför medverkan av
kontrollpersonalen7’8. Även stabspersonalen på
kontrollavdelningen torde behöva inkopplas i
vissa fall, om bästa möjliga resultat skall erhållas.
Å andra sidan får ofta kontrollavdelningen
värdefulla upplysningar från redovisningen.
Kontrollmannen kan exempelvis få veta hur en
viss kontrollåtgärd utfallit. Ofta kan man inte
förutse de ekonomiska verkningarna av sina
kontrollåtgärder, utan dessa vidtagas med
hänsyn till good-will, prestige osv. Då är det
naturligtvis särskilt viktigt, att man i efterhand tar
reda på de ekonomiska konsekvenserna. Även
om man anser sig kunna förkalkylera
verkningarna av kontrollen, är det lämpligt att undersöka,
i vad mån teori och verklighet stämmer överens.
För övrigt kan kontrollteknikern ofta få direkta
impulser, att han bör vidta kontrollåtgärder i ett
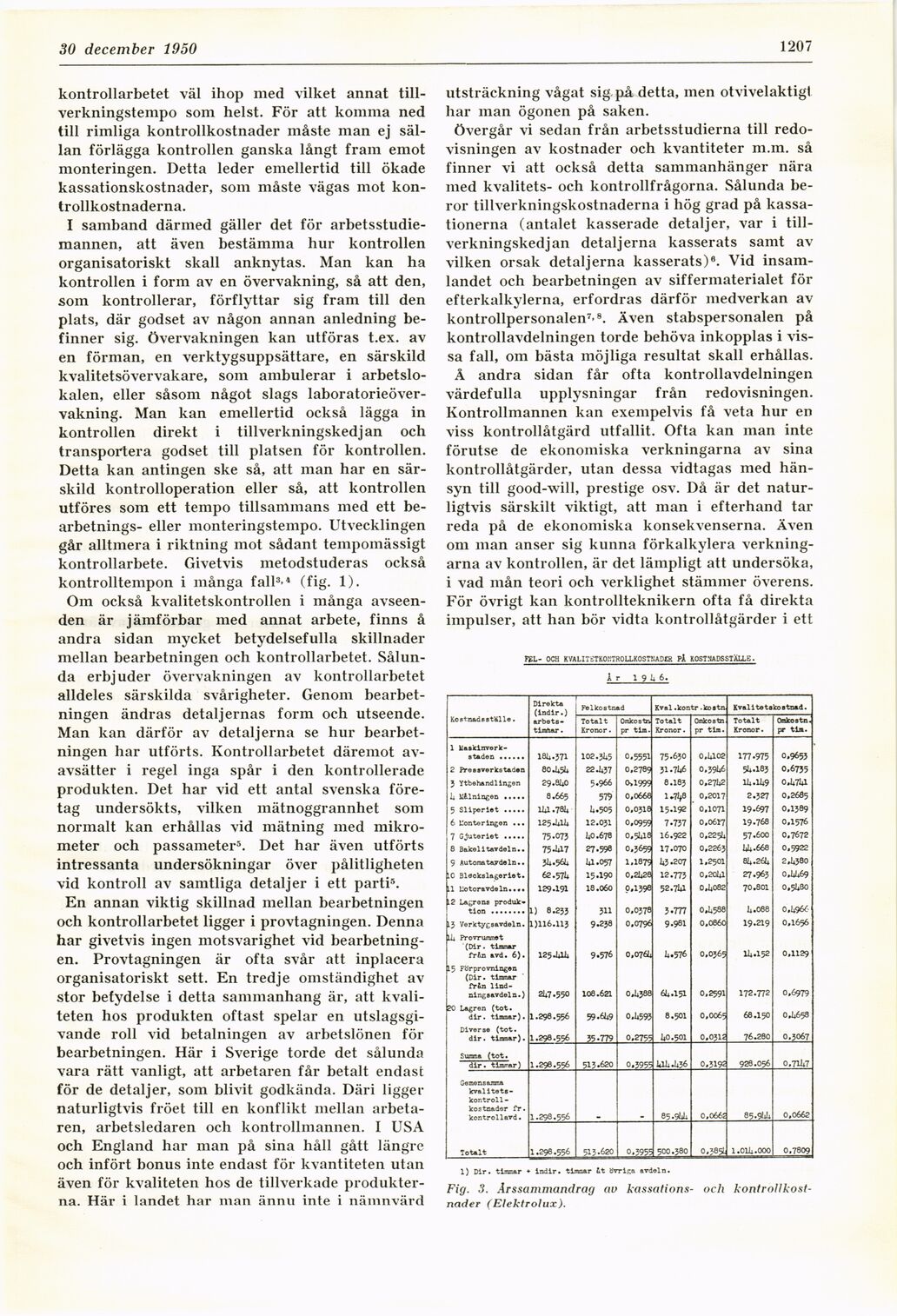
1) Dlr. timmar ♦ indir. timmar it Brrisa avdeln.
Fig. 3. Årssammandrag av kassations- och
kontrollkost-nader (Elektrolux).
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}