
Full resolution (JPEG) - On this page / på denna sida - H. 17. 28 april 1951 - Nya metoder - Sulfoxidation av mättade kolväten, av SHl - Kallsprutning av artilleriprojektiler, av V K
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
354
TEKNISK TIDSKRIFT
Olika alkaner förhåller sig på samma sätt vid närvaro av
ättiksyraanhydrid i mörker som vid ljus-vattenförfarandet.
Enligt ättiksyraanhydridmetoden kan man även sulfoxidera
alkanderivat, såsom kloralkaner, etrar, ketoner,
karbon-syror och dessas estrar, anhydrider, klorider och nitriler.
Högmolekylära kolväten kan ej sulfoxideras i mörker vid
frånvaro av vatten på grund av motsvarande sulfopersyrors
instabilitet och därav följande tidiga avbrott i
kedjereaktionen. Vid tillsats av ättiksyraanhydrid bildas mer
stabila blandade anhydrider, men ej heller i detta fall kan
sulfoxidationen genomföras utan att extrahera sulfosyran
med vatten. Härvid arbetar man bäst i två steg. Först
framställs blandade anhydrider vid låg temperatur i
mörker efter reaktionsstarten genom att behandla Mepasin
med svaveldioxid och syre vid närvaro av
ättiksyraanhydrid. I ett annat reaktionskärl får den erhållna
produkten sedan reagera med Mepasin under fortsatt
inledande av gaser och uttvättning med vatten (L Ort,ner i
Angew. Chem. 10—16 juli 1950). SHl
Kallsprutning av artilleriprojektiler. Kallsprutning
användes från början uteslutande vid bearbetning av mjuka
metaller, såsom bly, tenn och aluminum. För att bättre
kunna utnyttja de knappa råmaterialresurserna under
andra världskriget började tyskarna kallspruta stål (Tekn. T.
1948 s. 654). De goda resultaten har sedermera inspirerat
amerikanerna att vidare utveckla metodiken, och
uppgifterna från deras krigsindustri omfattar med idel lovord
dess stora fördelar.
Tidigare framställdes artilleriprojektilerna och hylsorna
genom smidning och dragpressning. Principiellt skiljer sig
kallsprutning från dragpressning därigenom att
formförändringen vid den sistnämnda sker under dels drag- dels
tryckpåverkan, medan den vid kallsprutning sker under
endast tryckpåverkan. Detta spänningstillstånd, allsidigt
tryck, medför den fördelen att betydligt större reduktion
kan tillåtas än under kombinerade drag- och
tryckspänningar. Det har även konstaterats att ett kallsprutat
föremål innehar avsevärt bättre brottförlängning än ett
dragpressat. Jämfört med smidning kan genom kallsprutningen
erhållas noggrannare toleranser, ± 0,08 mm på
ämnestjockleken, och bättre ytfinhet, ± 2,5 u. Vid smidning ställes
stora krav på ämnets kvalitet. De i materialet befintliga
ytdefekterna förvärras vid smidning och en dålig yta
uppstår. Vid kallsprutning har däremot konstaterats att för-
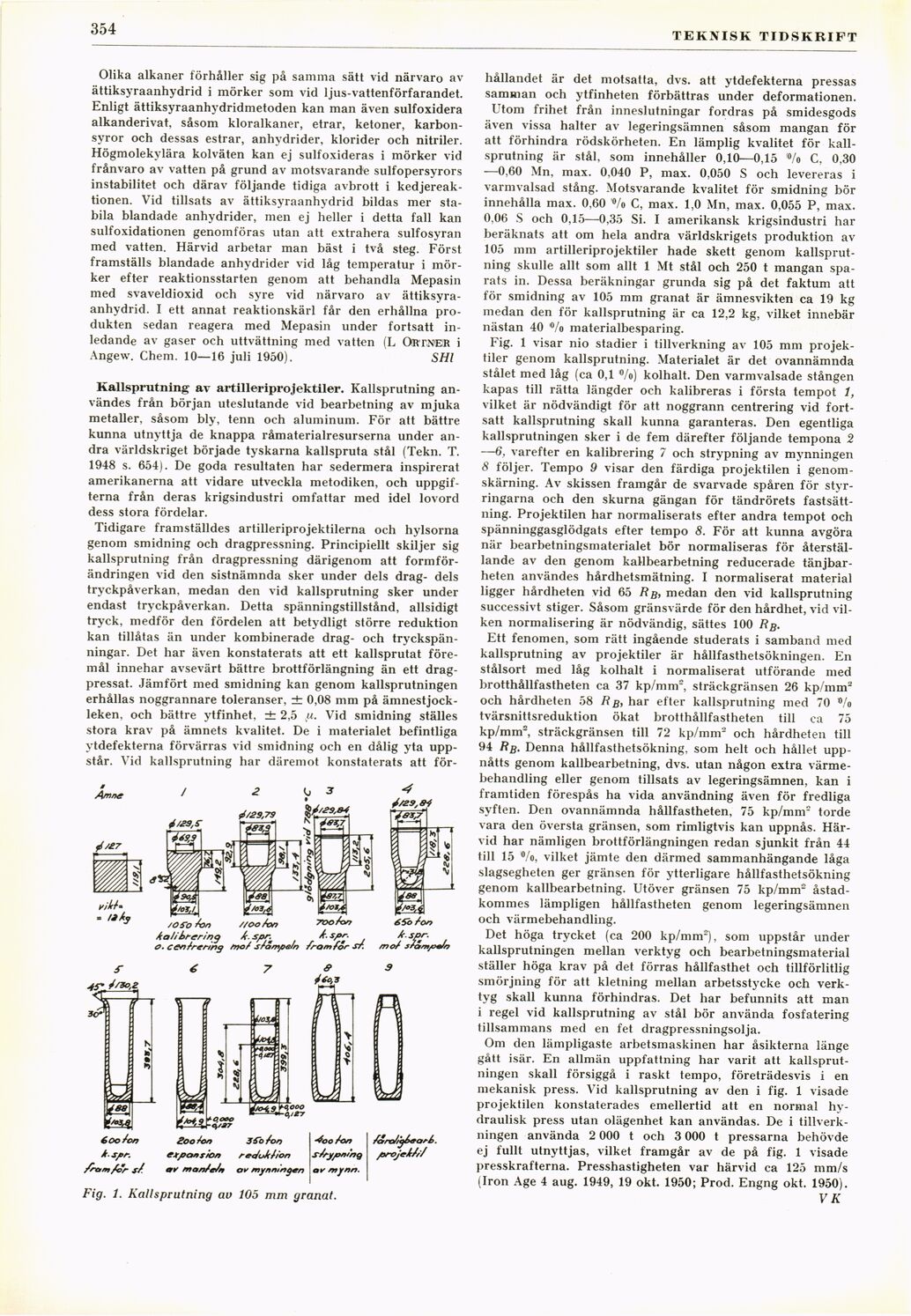
Fig. 1. Kallsprutning av 105 mm granat.
hållandet är det motsatta, dvs. att ytdefekterna pressas
samman och ytfinheten förbättras under deformationen.
Utom frihet från inneslutningar fordras på smidesgods
även vissa halter av legeringsämnen såsom mangan för
att förhindra rödskörheten. En lämplig kvalitet för
kallsprutning är stål, som innehåller 0,10—0,15 ’%> C, 0,30
—0,60 Mn, max. 0.040 P, max. 0,050 S och levereras i
varmvalsad stång. Motsvarande kvalitet för smidning bör
innehålla max. 0,60 °/o C, max. 1,0 Mn, max. 0,055 P, max.
0.06 S och 0,15—0,35 Si. I amerikansk krigsindustri har
beräknats att om hela andra världskrigets produktion av
105 mm artilleriprojektiler hade skett genom
kallsprutning skulle allt som allt 1 Mt stål och 250 t mangan
sparats in. Dessa beräkningar grunda sig på det faktum att
för smidning av 105 mm granat är ämnesvikten ca 19 kg
medan den för kallsprutning är ca 12,2 kg, vilket innebär
nästan 40 °/o materialbesparing.
Fig. 1 visar nio stadier i tillverkning av 105 mm
projektiler genom kallsprutning. Materialet är det ovannämnda
stålet med låg (ca 0,1 °/o) kolhalt. Den varmvalsade stången
kapas till rätta längder och kalibreras i första tempot 1,
vilket är nödvändigt för att noggrann centrering vid
fortsatt kallsprutning skall kunna garanteras. Den egentliga
kallsprutningen sker i de fem därefter följande tempona 2
—6, varefter en kalibrering 7 och strypning av mynningen
8 följer. Tempo 9 visar den färdiga projektilen i
genomskärning. Av skissen framgår de svarvade spåren för
styr-ringarna och den skurna gängan för tändrörets
fastsättning. Projektilen har normaliserats efter andra tempot och
spänninggasglödgats efter tempo 8. För att kunna avgöra
när bearbetningsmaterialet bör normaliseras för
återställande av den genom kallbearbetning reducerade
tänjbarheten användes hårdhetsmätning. I normaliserat material
ligger hårdheten vid 65 Rß, medan den vid kallsprutning
successivt stiger. Såsom gränsvärde för den hårdhet, vid
vilken normalisering är nödvändig, sättes 100 Rg.
Ett fenomen, som rätt ingående studerats i samband med
kallsprutning av projektiler är hållfasthetsökningen. En
stålsort med låg kolhalt i normaliserat utförande med
brotthållfastheten ca 37 kp/mm2, sträckgränsen 26 kp/mm2
och hårdheten 58 R g, har efter kallsprutning med 70 °/o
tvärsnittsreduktion ökat brotthållfastheten till ca 75
kp/mm2, sträckgränsen till 72 kp/mm2 och hårdheten till
94 Rß. Denna hållfasthetsökning, som helt och hållet
uppnåtts genom kallbearbetning, dvs. utan någon extra
värmebehandling eller genom tillsats av legeringsämnen, kan i
framtiden förespås ha vida användning även för fredliga
syften. Den ovannämnda hållfastheten, 75 kp/mm2 torde
vara den översta gränsen, som rimligtvis kan uppnås.
Härvid har nämligen brottförlängningen redan sjunkit från 44
till 15 %, vilket jämte den därmed sammanhängande låga
slagsegheten ger gränsen för ytterligare hållfasthetsökning
genom kallbearbetning. Utöver gränsen 75 kp/mm2
åstadkommes lämpligen hållfastheten genom legeringsämnen
och värmebehandling.
Det höga trycket (ca 200 kp/mm2), som uppstår under
kallsprutningen mellan verktyg och bearbetningsmaterial
ställer höga krav på det förras hållfasthet och tillförlitlig
smörjning för att kletning mellan arbetsstycke och
verktyg skall kunna förhindras. Det har befunnits att man
i regel vid kallsprutning av stål bör använda fosfatering
tillsammans med en fet dragpressningsolja.
Om den lämpligaste arbetsmaskinen har åsikterna länge
gått isär. En allmän uppfattning har varit att
kallsprutningen skall försiggå i raskt tempo, företrädesvis i en
mekanisk press. Vid kallsprutning av den i fig. 1 visade
projektilen konstaterades emellertid att en normal
hydraulisk press utan olägenhet kan användas. De i
tillverkningen använda 2 000 t och 3 000 t pressarna behövde
ej fullt utnyttjas, vilket framgår av de på fig. 1 visade
presskrafterna. Presshastigheten var härvid ca 125 mm/s
(Iron Age 4 aug. 1949, 19 okt. 1950; Prod. Engng okt. 1950).
V K
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}