
Full resolution (JPEG) - On this page / på denna sida - H. 24. 16 juni 1951 - Ramsågningens kinematik och kinetik, av Cyril Schaub
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
16 juni 1951
519
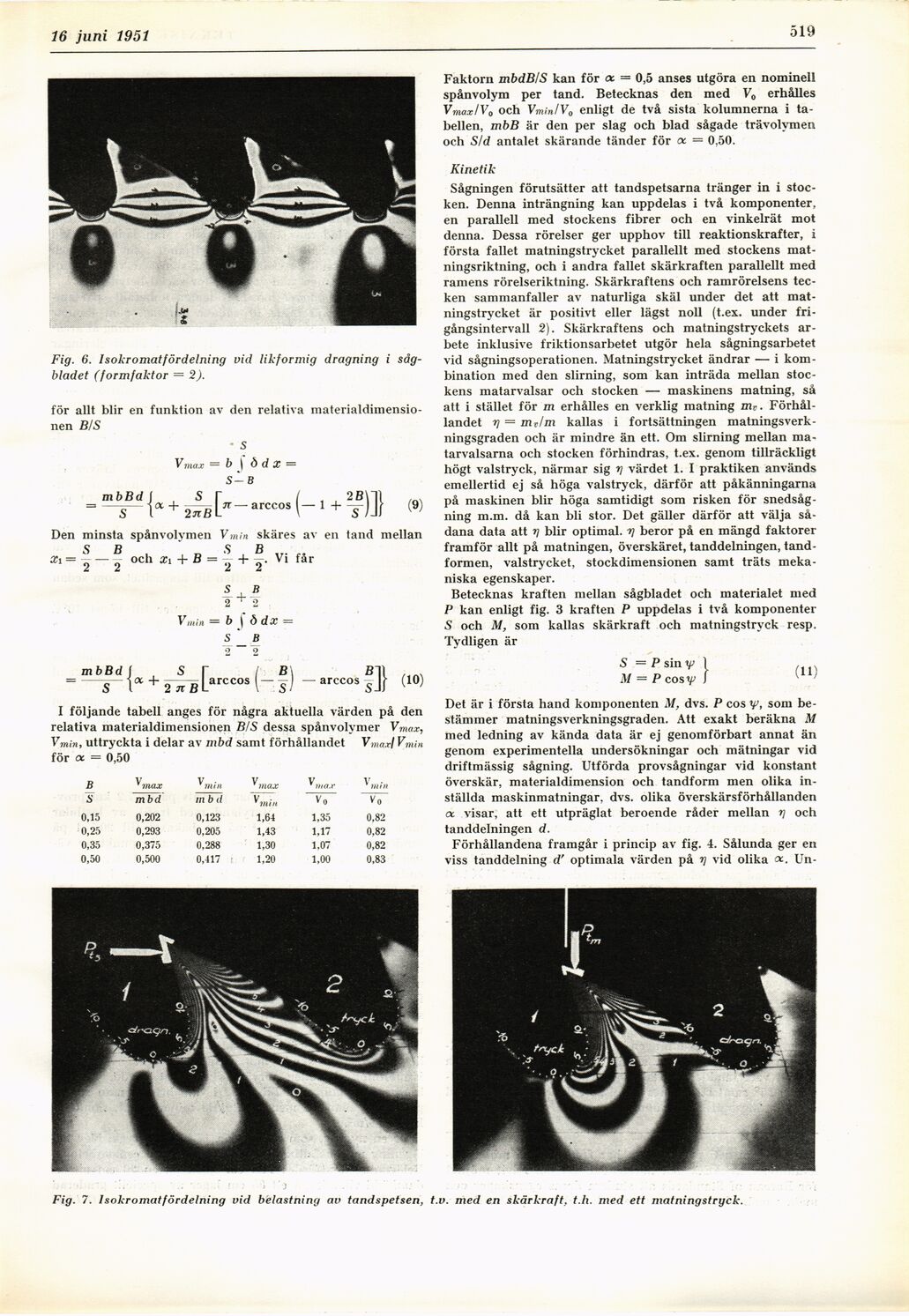
Fig. 6. I sokromatför delning vid likformig dragning i
sågbladet (formfaktor = 2).
för allt blir en funktion av den relativa
materialdiinensio-nen B/S
* s
V max = b J b d X =
S- B
mbBd \ SV ( t 2B\~11
= i" + 2nB l arccos (- 1 + T)J} (9)
Den minsta spånvolvmen V min skäres av en tand mellan
S B S B
Xi = - — ■ - och xi + B = ~ + Vi får
V min = b | d dx =
S _ B
2 2
mbBd I , S V I B\ Bil /<ÄX
=-+ LarCCOS I" 5 ) -arccos SJ| (10)
I följande tabell anges för några aktuella värden på den
relativa materialdimensionen B/S dessa spånvolvmer Vmax,
V min, uttryckta i delar av mbd samt förhållandet Vmaxl Vmin
för oc = 0,50
B v ’ max V ■ min V ’ max v * nta.r ^ min
S mbd in b d ~v T min Vo Vo
0,15 0,202 0,123 1,64 1,35 0,82
0,25 0,293 0,205 1,43 1,17 0,82
0,35 0,375 0,288 1,30 1,07 0,82
0,50 0,500 0,417 r 1,20 1,00 0,83
Faktorn mbdB/S kan för oc = 0,5 anses utgöra en nominell
spånvolym per tand. Betecknas den med V0 erhålles
Vmax/Vo och V min/V0 enligt de två sista kolumnerna i
tabellen, mbB är den per slag och blad sågade trävolvmen
och Sid antalet skärande tänder för oc = 0,50.
Kinetik
Sågningen förutsätter att tandspetsarna tränger in i
stocken. Denna inträngning kan uppdelas i två komponenter,
en parallell med stockens fibrer och en vinkelrät mot
denna. Dessa rörelser ger upphov till reaktionskrafter, i
första fallet matningstrycket parallellt med stockens
matningsriktning, och i andra fallet skärkraften parallellt med
ramens rörelseriktning. Skärkraftens och ramrörelsens
tecken sammanfaller av naturliga skäl under det att
matningstrycket är positivt eller lägst noll (t.ex. under
fri-gångsintervall 2). Skärkraftens och matningstryckets
arbete inklusive friktionsarbetet utgör hela sågningsarbetet
vid sågningsoperationen. Matningstrycket ändrar — i
kombination med den slirning, som kan inträda mellan
stockens matarvalsar och stocken — maskinens matning, så
att i stället för m erhålles en verklig matning mt.
Förhållandet rj = mr/m kallas i fortsättningen
matningsverkningsgraden och är mindre än ett. Om slirning mellan
ma-tarvalsarna och stocken förhindras, t.ex. genom tillräckligt
högt valstryck, närmar sig rj värdet 1. I praktiken används
emellertid ej så höga valstryck, därför att påkänningarna
på maskinen blir höga samtidigt som risken för
snedsåg-ning m.m. då kan bli stor. Det gäller därför att välja
sådana data att t] blir optimal, i] beror på en mängd faktorer
framför allt på matningen, överskäret, tanddelningen,
tandformen, valstrycket, stockdimensionen samt träts
mekaniska egenskaper.
Betecknas kraften mellan sågbladet och materialet med
P kan enligt fig. 3 kraften P uppdelas i två komponenter
5 och M, som kallas skärkraft och matningstryck resp.
Tydligen är
M = P eos v i 1
Det är i första hand komponenten M, dvs. P eos v*, som
bestämmer matningsverkningsgraden. Att exakt beräkna M
med ledning av kända data är ej genomförbart annat än
genom experimentella undersökningar och mätningar vid
driftmässig sågning. Utförda provsågningar vid konstant
överskär, materialdimension och tandform men olika
inställda maskinmatningar, dvs. olika överskärsförhållanden
oc visar, att ett utpräglat beroende råder mellan r] och
tanddelningen d.
Förhållandena framgår i princip av fig. 4. Sålunda ger en
viss tanddelning d’ optimala värden på r] vid olika oc. Un-
Fig. 7. I sokromat fördelning vid belastning av tandspetsen, t.v. med en skärkraft, t.Ii. med ett matningstryck.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}