
Full resolution (JPEG) - On this page / på denna sida - H. 45. 8 december 1951 - Andras erfarenheter - Skärning av metaller vid förhöjd temperatur, av SHl - Nya metoder - Gjutsten i stället för gjutjärn, av sah - Apparatur för hantering av fluor, av SHl

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
1066
TEKNIS K TIDSKRIFT
maximum vid 200°C och faller sedan. Yitallium, som
används till gasturbinblad, är knappast bearbetbar vid
rumstemperatur, men vid 1 100°C ger det långa spån, den
bearbetade ytan blir slät och verktygets livslängd
tillfredsställande. Austenitiskt manganstål NE 8949 består vid
rumstemperatur av metastabil austenit och är mjukt och
duk-tilt. Vid bearbetning bildas emellertid hård martensit, och
det är därför olämpligt att utföra den vid rumstemperatur,
över 680°C är austenit stabil, och bearbetning vid så hög
temperatur visade sig ge tillfredsställande spån och slät
arbetsyta.
Dessa försök utfördes med karbidverktyg av
universalkvalitet, och upphettningen av arbetsstycket skedde med
en gaslåga. På detta sätt kan man emellertid blott
åstadkomma små temperaturdifferenser hos arbetsstycket,
varför detta måste upphettas i sin helhet. Det var tydligen
önskvärt att finna en metod, enligt vilken värmet kunde
koncentreras till den bearbetade ytan. Härigenom skulle
nämligen upphettning och bearbetning kunna ske med
samma hastighet, och temperaturen hos arbetsstycket som
helhet skulle ej stiga avsevärt.
Man tänkte först att induktionsupphettning skulle vara
lämplig, men en teoretisk analys visade, att den
energitäthet, som behövdes, var större än den, som
induktions-upphettningen kunde ge. Därför provades upphettning med
en ljusbåge mellan arbetsstycket och en kolelektrod. På
detta sätt erhölls synnerligen stor energitäthet, men flera
mindre svårigheter uppstod.
Då ljusbågen hela tiden träffade kall metall, hade den
en tendens att slockna. Den kunde emellertid bibehållas
genom att överlagra en högfrekvent, högspänd
gnisturladd-ning, som joniserade luftgapet mellan elektroderna. En
annan svårighet var, att ljusbågens läge på grund av
arbetsstyckets rörelse blev instabilt. Härigenom blev ytan
ojämnt upphettad. Detta problem löstes genom att
stabilisera ljusbågens läge med ett magnetiskt fält.
Upphettning med ljusbåge enligt denna metod har ganska
god verkningsgrad. Ungefär hälften av den elektriska
energin överförs i form av värme till arbetsstycket, och hälften
av detta värme återfinns i spånen. Energitätheten måste
avpassas så, att det tunna lager av arbetsstycket, som
ligger närmast under det vid bearbetningen avlägsnade
materialet, icke blir överhettat. För hög temperatur skulle
nämligen medföra icke önskvärda förändringar av
arbetsstyckets struktur och egenskaper. Energitätheten kan
givetvis regleras genom att ändra den elektriska effekt, som
tillförs ljusbågen.
Det har visat sig, att man kan svarva härdade stål utan
nämnvärd anlöpning. Varmsvarvningens fördelar kommer
framför allt till synes i förhållandet mellan verktygets
livslängd och skärhastigheten. Detta har visat sig bero både
av energitätheten och av verktygets beskaffenhet. Clarite
härdat till 60 Rockwell C kan t.ex. icke svarvas vid
rumstemperatur. Vid en energitäthet på 780 W/cm2 kunde
materialet nätt och jämnt bearbetas, men vid 3 100 W/cme
blev verktygets livslängd vid en skärhastighet på 30 m/min
sju gånger större. Vid svarvningen sjönk hårdheten blott
till 58 Rockwell C.
Prov utförda med olika verktygsmaterial vid svetsning av
rostfritt stål typ 304 vid 370°C och en skärhastighet på
120 m/min gav följande resultat
Sammansättning Hårdhet Verktygets
Användning WC TiC Co Vickers livslängd
«/o °/o ®/o minut
Finbearbetning
vanlig ................ . 84 10 6 1 690 13,5
vid hög hastighet . 76 16 8 1 670 17,1
under lätta bearbet-
ningsförhållanden — . 67 25 8 1 690 22,0
Universalkvalitet ...... 1 470 9,0
Skrotning ............. 1 480 4,4
Lätt skrotning ......... 1 560 6,6
Finbearbetning ........ 1 720 11,5
Av dessa siffror framgår, att livslängden för verktyg med
samma hårdhet vid varmsvarvning växer med halten
ti-tankarbid. Detta antyder, att materialets
oxidationsmotstånd och hållfasthet vid hög temperatur växer med dess
halt av titankarbid. Av de verktygsmaterial, som för
närvarande är tillgängliga, har hårda för finbearbetning
dubbelt så stor livslängd som universalkvaliteter vid
varmsvarvning. När hårdare verktygsmaterial blir tillgängliga,
bör än större livslängder kunna uppnås (E T ArmströNG
& A S GosUER i Mäter. a. Meth. jan. 1951). SHl
Nya metoder
Gjutsten i stället för gjutjärn. Under senaste
världskriget gjorde man i Tyskland en hel del försök att som
råmaterial för gjutgods använda lavamaterial, t.ex. basalt och
diabas, i stället för gjutjärn. Mycket litet är känt om
resultaten, utom att man av dessa mineraler lyckades
framställa gjutna rör för höga ångtemperaturer.
Det synes nu som om processen åter skulle ha tagits upp
i kommersiell skala i Polen och Tjeckoslovakien. Som
utgångsmaterial användes spill från basaltbrott. Stenen
smältes vid ca 1 500°C och gjuts sedan i formar av sand eller
järn. Avkylningstiden är omkring ett dygn.
Det uppges att gjutgods av basalt och diabas på intet sett
är underlägset sådant av gjutjärn. Som en särskild fördel
anges att stenmaterialet är elektriskt oledande och
korro-sionsbeständigt. För närvarande lär man av gjutsten
tillverka rör för avlopp, vatten o.d., armatur för kemisk
industri m.m. (Eng. Dig. sept. 1951). sah
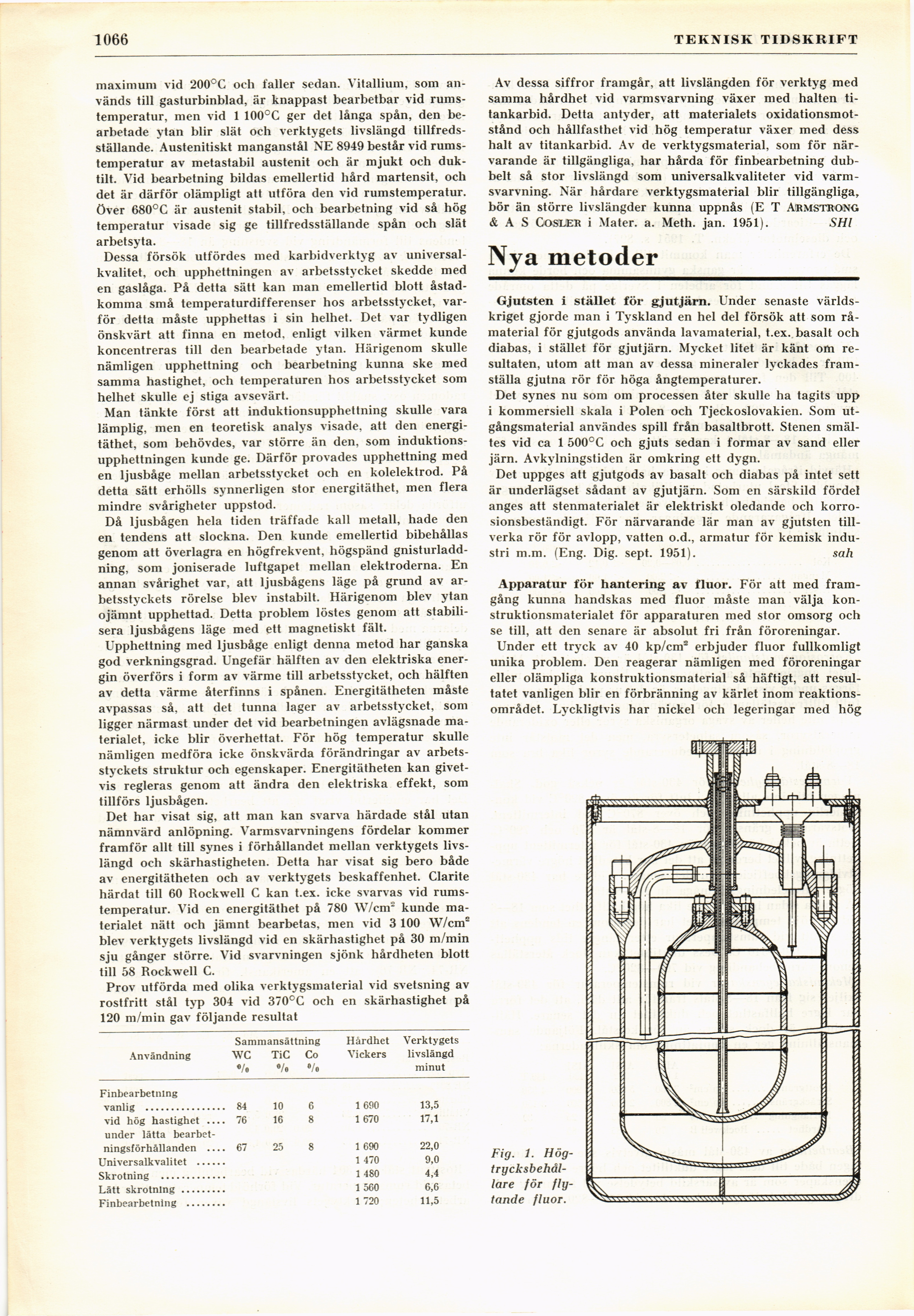
Apparatur för hantering av fluor. För att med
framgång kunna handskas med fluor måste man välja
konstruktionsmaterialet för apparaturen med stor omsorg och
se till, att den senare är absolut fri från föroreningar.
Under ett tryck av 40 kp/cm2 erbjuder fluor fullkomligt
unika problem. Den reagerar nämligen med föroreningar
eller olämpliga konstruktionsmaterial så häftigt, att
resultatet vanligen blir en förbränning av kärlet inom
reaktionsområdet. Lyckligtvis har nickel och legeringar med hög
Fig. 1.
Högtrycksbehållare för
flytande fluor.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}