
Full resolution (JPEG) - On this page / på denna sida - H. 3. 22 januari 1952 - Andras erfarenheter - Rationalisering av stomhusbygge i Spanien, av Rg - Hur man provar material för hobbning, av VK - Korrosionsmotstånd hos välljärn och stål, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
15 januari 1952
65
provisoriska balkar, i vilka bjälklagsformen hänges i
rundjärn. Rundjärnen går igenom den blivande betongplattan
i en något konisk håltagning. Sedan betonggjutningen med
snabbcement utförts, får formen sitta kvar två dygn,
varefter den sänkes till nästa bjälklagsnivå. Samma procedur
upprepas så för varje bjälklag.
Ett i princip likartat förfarande har i Sverige använts
vid stjärnhus i Västertorp (Tekn. T. 1951 s. 53), där
väggarna göts med glidform (Building Digest juni 1951).
Rg
Hur man provar material för hobbning. Vid stora
serier i plast och i pressgjutprodukter har hobbning av
verktyg fått allt större betydelse. Metoden innebär att man
genom att pressa ned en positiv patris mot ett
verktygsämne kan framställa ett större antal identiska verktyg.
Detta är även en stor fördel då man i ett och samma
verktyg önskar flera lika gravyrer. Patrisen är av härdat
verktygsstål med en hårdhet av 58 till 60 R c med god
stuk-hållfasthet och väl polerad yta. Lämpligt material är
krympfritt lufthärdande stål. Ett dylikt innehållande 11,5 °/o
Cr och 1,5 »/o C har visat sig vara synnerligen lämpligt.
De egenskaper, som fordras av det bearbetade
verktygsmaterialet, är bl.a. att materialet med lätthet kan bringas
till flytning, att det ej innehåller segringar eller andra
föroreningar, att det är lätt att polera samt att det genom
värmebehandling kan bibringas tillräcklig hårdhet både i
ytan och i kärnan.
Före pressningen glödgas ämnet för att spänningarna
skall avlägsnas och för att jämn fördelning av karbiderna
skall kunna erhållas. Ytan mot patrisstämpeln
högglanspoleras och från den motsatta sidan avverkas en
materialmängd motsvarande ca 60 ®/o av den färdiga gravyrens
totala volym.
Såsom allmänna regler för dimensionering av ämnet
gäller att dess diameter är ca 2,5 gånger patrisens diameter,
höjden 2,5 gånger gravyrens djup och att det sistnämnda
ej bör vara mera än 3 till 4 gånger patrisens diameter.
Såsom ovan anförts bör det bearbetade materialet genom
hobbning dels vara lätt att bibringa till flytning och dels
vara av sådan beskaffenhet att det genom
värmebehandling kan anta tillräcklig hållfasthet — två diametralt
motverkande egenskaper, som ej enbart genom
hållfasthetsvärden och analys kan fastställas. Av den anledningen har
ett hobbningsprov införts för att på enkelt sätt kunna
bestämma verktygsmaterialets bearbetbarhet härvid.
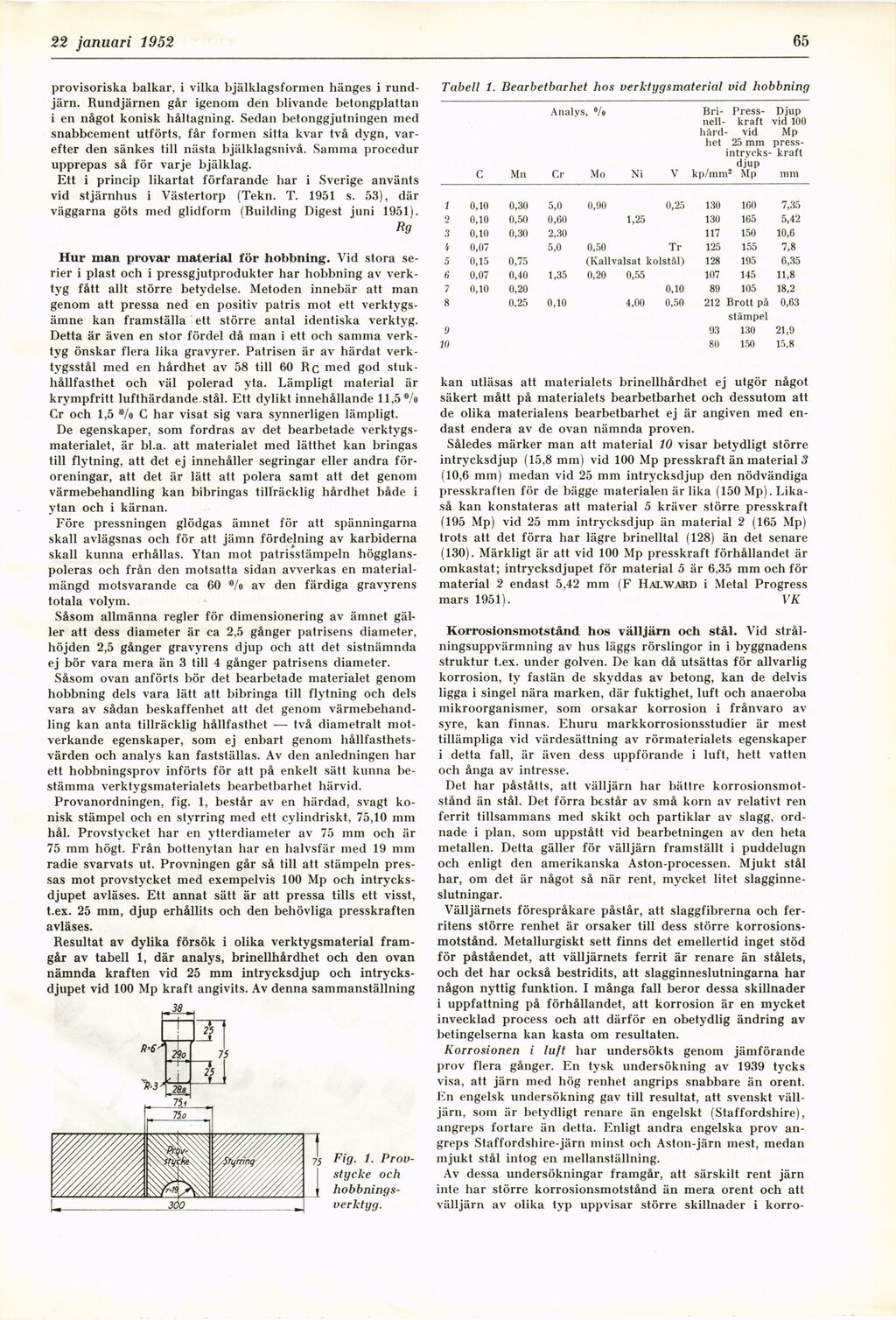
Provanordningen, fig. 1, består av en härdad, svagt
konisk stämpel och en styrring med ett cylindriskt, 75,10 mm
hål. Provstycket har en ytterdiameter av 75 mm och är
75 mm högt. Från bottenytan har en halvsfär med 19 mm
radie svarvats ut. Provningen går så till att stämpeln
pressas mot provstycket med exempelvis 100 Mp och
intrycksdjupet avläses. Ett annat sätt är att pressa tills ett visst,
t.ex. 25 mm, djup erhållits och den behövliga presskraften
avläses.
Resultat av dylika försök i olika verktygsmaterial
framgår av tabell 1, där analys, brinellhårdhet och den ovan
nämnda kraften vid 25 mm intrycksdjup och
intrycksdjupet vid 100 Mp kraft angivits. Av denna sammanställning
38 . .
Tabell 1. Bearbetbarhet hos verktygsmaterial vid hobbning
Analys, °/o [-Bri-nell-hård-] {+Bri- nell- hård+} het [-Presskraft-] {+Press- kraft+} vid 25 mm
intrycksdjup Djup vid 100 Mp
press-■ kraft
C Mn Cr Mo Ni V kp/mm2 Mp mm
Fig. 1.
Provstycke och [-liobbnings-verktyg.-]
{+liobbnings-
verktyg.+}
1 0,10 0,30 5,0 0,90 0,25 130 160 7,35
2 0,10 0,50 0,60 1,25 130 165 5,42
.3 0,10 0,30 2,30 117 150 10,6
i 0,07 5,0 0,50 Tr 125 155 7,8
5 0,15 0,75 (Kallvalsat kolstål) 128 195 6,35
6 0,07 0,40 1,35 0,20 0,55 107 145 11,8
7 0,10 0,20 0,10 89 105 18,2
8 0,25 0,10 4,00 0,50 212 Brott på 0,63
stämpel
0 93 130 21,9
10 80 150 15,8
kan utläsas att materialets brinellhårdhet ej utgör något
säkert mått på materialets bearbetbarhet och dessutom att
de olika materialens bearbetbarhet ej är angiven med
endast endera av de ovan nämnda proven.
Således märker man att material 10 visar betydligt större
intrycksdjup (15,8 mm) vid 100 Mp presskraft än material 3
(10,6 mm) medan vid 25 mm intrycksdjup den nödvändiga
presskraften för de bägge materialen är lika (150 Mp).
Likaså kan konstateras att material 5 kräver större presskraft
(195 Mp) vid 25 mm intrycksdjup än material 2 (165 Mp)
trots att det förra har lägre brinelltal (128) än det senare
(130). Märkligt är att vid 100 Mp presskraft förhållandet är
omkastat; intrycksdjupet för material 5 är 6,35 mm och för
material 2 endast 5,42 mm (f Halwabd i Metal Progress
mars 1951). VK
Korrosionsmotstånd hos välljärn och stål. Vid
strålningsuppvärmning av hus läggs rörslingor in i byggnadens
struktur t.ex. under golven. De kan då utsättas för allvarlig
korrosion, ty fastän de skyddas av betong, kan de delvis
ligga i singel nära marken, där fuktighet, luft och anaeroba
mikroorganismer, som orsakar korrosion i frånvaro
av-syre, kan finnas. Ehuru markkorrosionsstudier är mest
tillämpliga vid värdesättning av rörmaterialets egenskaper
i detta fall, är även dess uppförande i luft, hett vatten
och ånga av intresse.
Det har påståtts, att välljärn har bättre
korrosionsmotstånd än stål. Det förra består av små korn av relativt ren
ferrit tillsammans med skikt och partiklar av slagg,
ordnade i plan, som uppstått vid bearbetningen av den heta
metallen. Detta gäller för välljärn framställt i puddelugn
och enligt den amerikanska Aston-processen. Mjukt stål
har, om det är något så när rent, mycket litet
slagginneslutningar.
Välljärnets förespråkare påstår, att slaggfibrerna och
fer-ritens större renhet är orsaker till dess större
korrosionsmotstånd. Metallurgiskt sett finns det emellertid inget stöd
för påståendet, att välljärnets ferrit är renare än stålets,
och det har också bestridits, att slagginneslutningarna har
någon nyttig funktion. I många fall beror dessa skillnader
i uppfattning på förhållandet, att korrosion är en mycket
invecklad process och att därför en obetydlig ändring av
betingelserna kan kasta om resultaten.
Korrosionen i luft har undersökts genom jämförande
prov flera gånger. En tysk undersökning av 1939 tycks
visa, att järn med hög renhet angrips snabbare än orent.
En engelsk undersökning gav till resultat, att svenskt
välljärn, som är betydligt renare än engelskt (Staffordshire),
angreps fortare än detta. Enligt andra engelska prov
angreps Staffordshire-järn minst och Aston-järn mest, medan
mjukt stål intog en mellanställning.
Av dessa undersökningar framgår, att särskilt rent järn
inte har större korrosionsmotstånd än mera orent och att
välljärn av olika typ uppvisar större skillnader i korro-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}