
Full resolution (JPEG) - On this page / på denna sida - H. 7. 19 februari 1952 - Nya metoder - Autogen smältning av sulfidisk kopparmalm, av SHl - Ubåtssökning med television, av sah - Tätning av roterande axlar vid stora tryckdifferenser, av SHl

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
164
TEKNISK TIDSKRIFT v
ett schakt tillsammans med luft, förvärmd med de heta
rökgaserna, på det ställe där syrets partialtryck är högst.
Från denna punkt stiger temperaturen i schaktet och når
ett maximum i den del av det där syrets partialtryck har
ett minimum och där smältprocessen är slutförd.
Luftmängden måste noga avpassas i förhållande till
kismäng-den. Genom att ändra den kan man reglera skärstenens
kopparhalt.
I praktiken införs finpulvriserat och torkat
malmkoncentrat tillsammans med slaggbildande ämnen genom ett
brännarrör i schaktets översta del. Luft blåses in så, att
den först vid brännarens mynning sammanträffar med
pulvret. Den bildar med detta en homogen suspension i
vilken förbränning av svavel sker på några sekunder. Utom
skärsten med 70—80 °/o koppar och slagg, varur järn,
koppar, kobolt och nickel kan erhållas, ger ugnen rökgaser
innehållande tre värdefulla biprodukter, nämligen värme,
stoft och svaveldioxid.
Allt värmet behövs inte till förvärmning av luften.
Rökgaserna passerar därför först en strålningsångpanna, som
ger ca 1 000 kW elenergi, därefter går de till en
rekupera-tor av metall och slutligen till en stoftavskiljare. Gasen,
som innehåller 12—15 % svaveldioxid, används för
framställning av svavelsyra, medan stoftet, som utgör 1,5—2 ®/o
av chargen, förs tillbaka till schaktugnen.
Svavelsyrafabriken ger 250 t/dygn koncentrerad svavelsyra (P Bryk i
Zeitschrift fiir Erzbergbau und Metallhüttenwesen dec.
1951). SHl
Ubåtssökning med television. Den brittiska ubåten
"Affray", som gick förlorad i Engelska Kanalen i april
1951 efter kollision med det svenska fartyget "Divina",
återfanns i juni samma år av bärgningsfartyget "Reclaim"
med hjälp av en för ändamålet specialtillverkad
undervattens TV-utrustning. Bärgningsfartyget började sitt
arbete de sista dagarna i maj, och några dagar senare fick
man syn på delar av ubåten, som utan tvekan kunde
identifieras genom att t.o.m. dess namn kunde läsas på
TV-skärmen.
TV-kameran var inbyggd i en cylinder av svetsat stål
med 40 cm diameter och 60 cm längd, konstruerad för ett
arbetsdjup av upp till 60 m; i verkligheten fick den arbeta
ned till 85 m. Vid behållarens gavel var insatt en 15 mm
glasplatta med 7,5 mm diameter. Som belysning
användes en dykarlampa på 1 500 W, vilken var monterad i ett
fackverk som skyddade kamerabehållaren. I denna fanns
vidare ett värmeelement och en fläkt, då det använda
bild-ortikonröret kräver en bestämd drifttemperatur.
Bildortikonrörets objektiv hade 5 cm diameter och en
största öppning av F: 1,9, men var inställd på F: 4 och
oändligt avstånd. Kamerans optiska räckvidd visade sig
vara 5 m och mera, jämfört med IV2 m för en dykare. Den
största fördelen med TV-kameran var emellertid att den
kunde användas ett par timmar i sträck, medan en dykare
vid det djup som här kom i fråga endast kan arbeta ett
par minuter (Engineering 14 dec. 1951). sah
Tätning av roterande axlar vid stora tryckdifferenser.
Den vanligaste metoden att täta en roterande axel är
användning av en packbox. Denna är emellertid i regel
otillfredsställande vid stora tryckdifferenser, därför att axeln
snart blir repad och packningen otät. Det finns två
allmänna principer, enligt vilka tätning kan ske i sådana fall. Den
ena är en stel konstruktion med mycket litet spelrum för
axeln i genomföringen, den andra är införande av elastiska
element i konstruktionen. Man kan naturligtvis också
använda kombinationer av de båda grundprinciperna.
Vid utförande av t.ex. kemiska reaktioner har i
allmänhet den vätska, som finns på högtryckssidan, dåliga
smörjegenskaper. I sådana fall kan metoden med litet spelrum
användas, bara om man kan tillföra ett smörjmedel med
det tryck, som råder inuti apparaten. Även då har
metoden dock betydande nackdelar. Den fordrar t.ex. preci-
sionsutförande av axel och genomföring, och det är svårt
att avpassa spelrummet rätt, då dess storlek ändras när
smörjmedel pressas in i det; temperaturändringar på
grund av friktion i genomföringen eller reaktionen i
apparaten vållar svårigheter, och smörjmedlet kan inte hindras
att intränga i reaktionskärlet. Det finns bl.a. två bättre
sätt att lösa problemet.
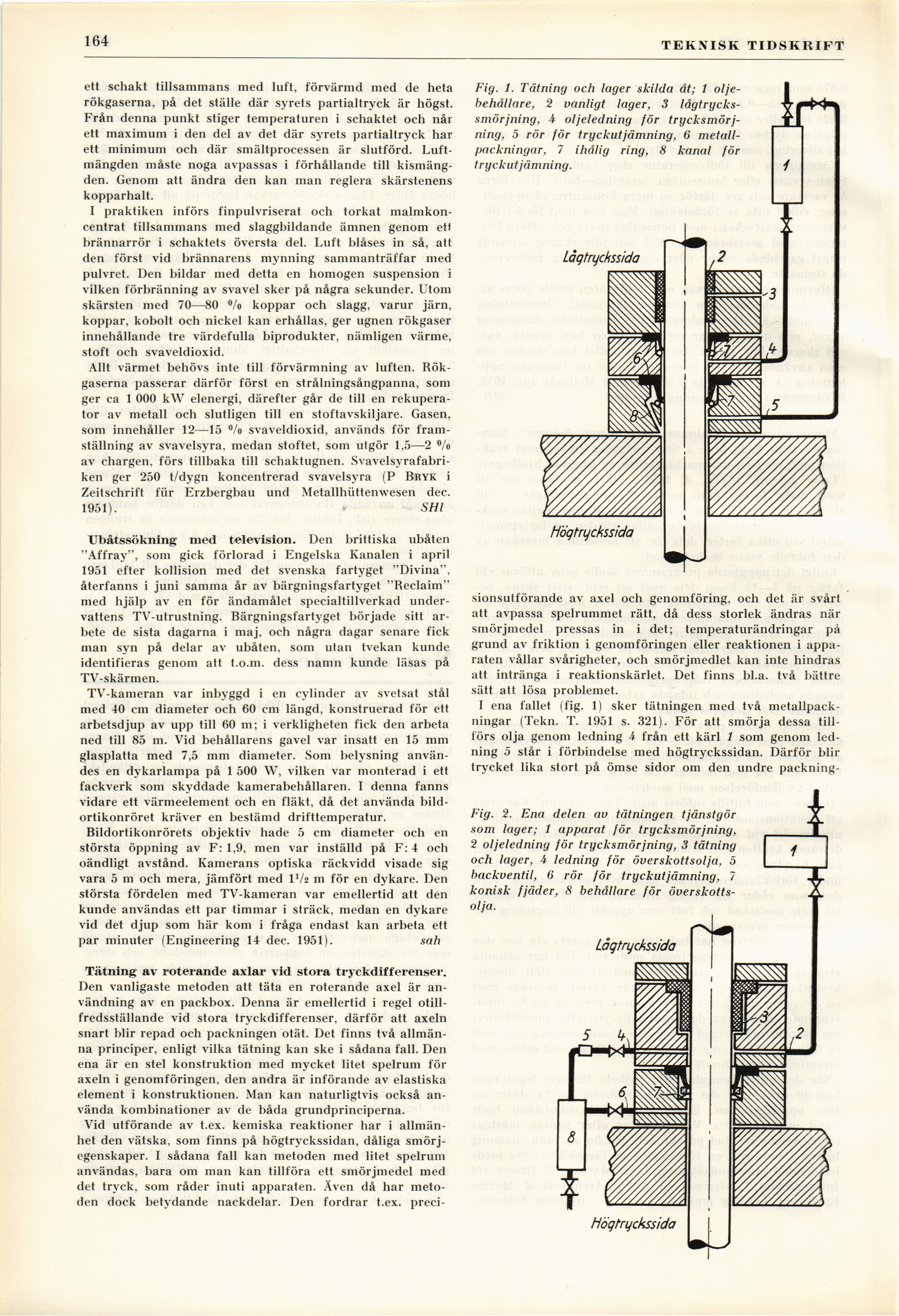
I ena fallet (fig. 1) sker tätningen med två
metallpackningar (Tekn. T. 1951 s. 321). För att smörja dessa
tillförs olja genom ledning 4 från ett kärl 1 som genom
ledning 5 står i förbindelse med högtryckssidan. Därför blir
trycket lika stort på ömse sidor om den undre packning-
Fig. 1. Tätning och lager skilda åt; 1
oljebehållare, 2 vanligt lager, 3
lågtryckssmörjning, 4 oljeledning för
trycksmörjning, 5 rör för tryckutjämning, 6
metall-packningar, 7 ihålig ring, 8 kanal för
tryckutjämning.
Fig. 2. Ena delen av tätningen tjänstgör
som lager; 1 apparat för trycksmörjning,
2 oljeledning för trycksmörjning, 3 tätning
och lager, 4 ledning för överskottsolja, 5
backventil, 6 rör för tryckutjämning, 7
konisk fjäder, 8 behållare för
överskottsolja.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}