
Full resolution (JPEG) - On this page / på denna sida - H. 24. 17 juni 1952 - Tillverkningsmetoder inom flygindustrin, av Torsten Widell

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
556
TEKNISK TIDSKRIFT
Fig. G. Under skuren pressdyna för
pressning au förstyuad plåt.
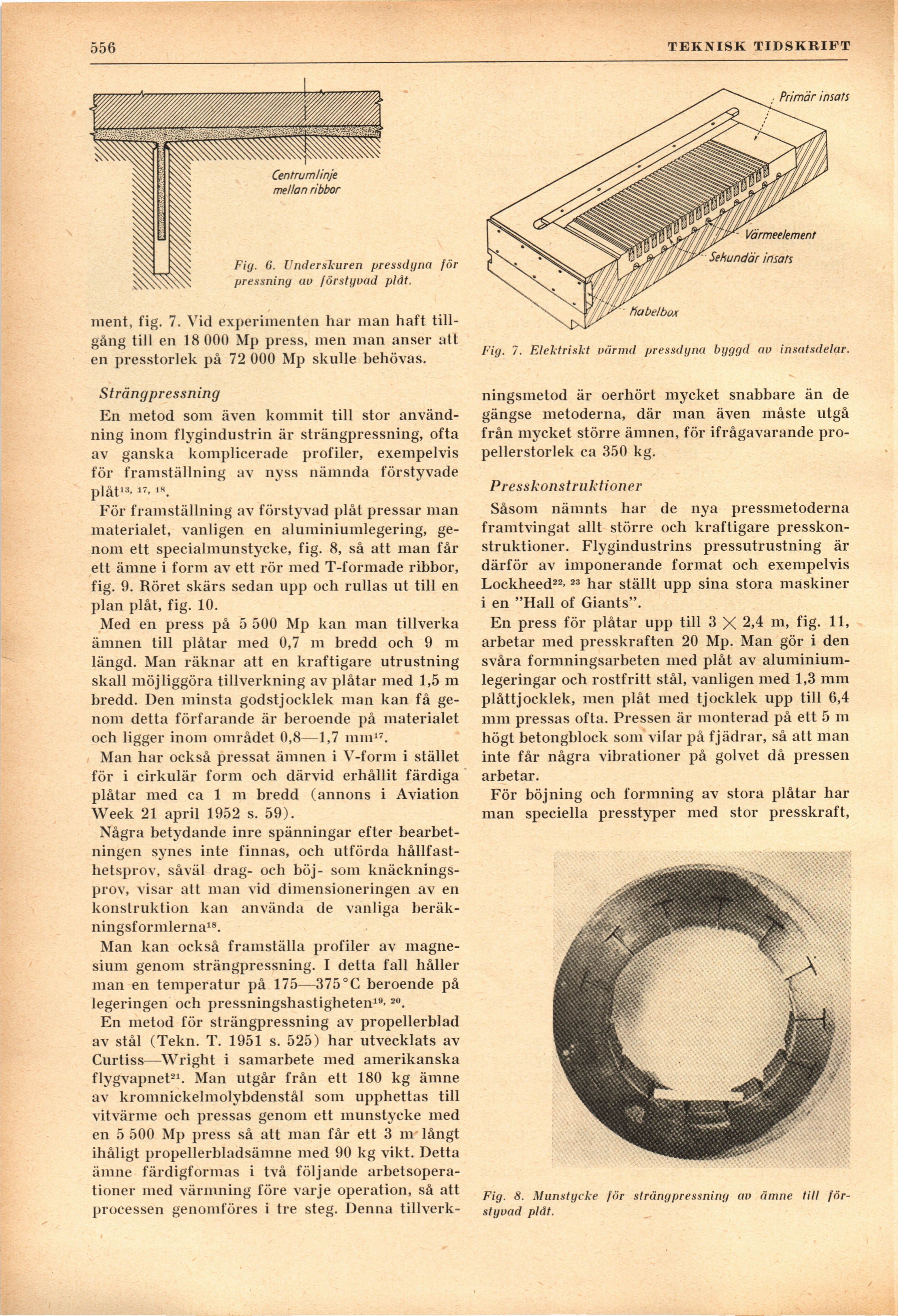
liient, fig. 7. Vid experimenten har man haft
tillgång till en 18 000 Mp press, men man anser att
en presstorlek på 72 000 Mp skulle behövas.
Sträng pressning
En metod som även kommit till stor
användning inom flygindustrin är strängpressning, ofta
av ganska komplicerade profiler, exempelvis
för framställning av nyss nämnda förstyvade
plåt13-17-18.
För framställning av förstyvad plåt pressar man
materialet, vanligen en aluminiumlegering,
genom ett specialmunstycke, fig. 8, så att man får
ett ämne i form av ett rör med T-formade ribbor,
fig. 9. Röret skärs sedan upp och rullas ut till en
plan plåt, fig. 10.
Med en press på 5 500 Mp kan man tillverka
ämnen till plåtar med 0,7 m bredd och 9 m
längd. Man räknar att en kraftigare utrustning
skall möjliggöra tillverkning av plåtar med 1,5 m
bredd. Den minsta godstjocklek man kan få
genom detta förfarande är beroende på materialet
och ligger inom området 0,8—1,7 mm17.
Man har också pressat ämnen i V-form i stället
för i cirkulär form och därvid erhållit färdiga
plåtar med ca 1 m bredd (annons i Aviation
Week 21 april 1952 s. 59).
Några betydande inre spänningar efter
bearbetningen synes inte finnas, och utförda
hållfast-hetsprov, såväl drag- och böj- som
knäcknings-prov, visar att man vid dimensioneringen av en
konstruktion kan använda de vanliga
beräkningsformlerna18.
Man kan också framställa profiler av
magnesium genom strängpressning. I detta fall håller
man en temperatur på 175—375°C beroende på
legeringen och pressningshastigheten19’20.
En metod för strängpressning av propellerblad
av stål (Tekn. T. 1951 s. 525) har utvecklats av
Curtiss—Wright i samarbete med amerikanska
flygvapnet21. Man utgår från ett 180 kg ämne
av kromnickelmolybdenstål som upphettas till
vitvärme och pressas genom ett munstycke med
en 5 500 Mp press så att man får ett 3 m långt
ihåligt propellerbladsämne med 90 kg vikt. Detta
ämne färdigformas i två följande
arbetsoperationer med värmning före varje operation, så att
processen genomföres i tre steg. Denna tillverk-
Fig. 7. Elektriskt värmd pressdyna byggd av insatsdelar.
ningsmetod är oerhört mycket snabbare än de
gängse metoderna, där man även måste utgå
från mycket större ämnen, för ifrågavarande
propellerstorlek ca 350 kg.
Presskonstruktioner
Såsom nämnts har de nya pressmetoderna
framtvingat allt större och kraftigare
presskonstruktioner. Flygindustrins pressutrustning är
därför av imponerande format och exempelvis
Lockheed22-23 har ställt upp sina stora maskiner
i en "Hall of Giants".
En press för plåtar upp till 3 X 2,4 m, fig. 11,
arbetar med presskraften 20 Mp. Man gör i den
svåra formningsarbeten med plåt av
aluminiumlegeringar och rostfritt stål, vanligen med 1,3 mm
plåttjocklek, men plåt med tjocklek upp till 6,4
111111 pressas ofta. Pressen är monterad på ett 5 m
högt betongblock som vilar på fjädrar, så att man
inte får några vibrationer på golvet då pressen
arbetar.
För böjning och formning av stora plåtar har
man speciella presstyper med stor presskraft,
Fig. 8. Munstycke för strängpressning av ämne till
förstyvad plåt.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}