
Full resolution (JPEG) - On this page / på denna sida - H. 24. 17 juni 1952 - Tillverkningsmetoder inom flygindustrin, av Torsten Widell
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
10 juni 1952
559
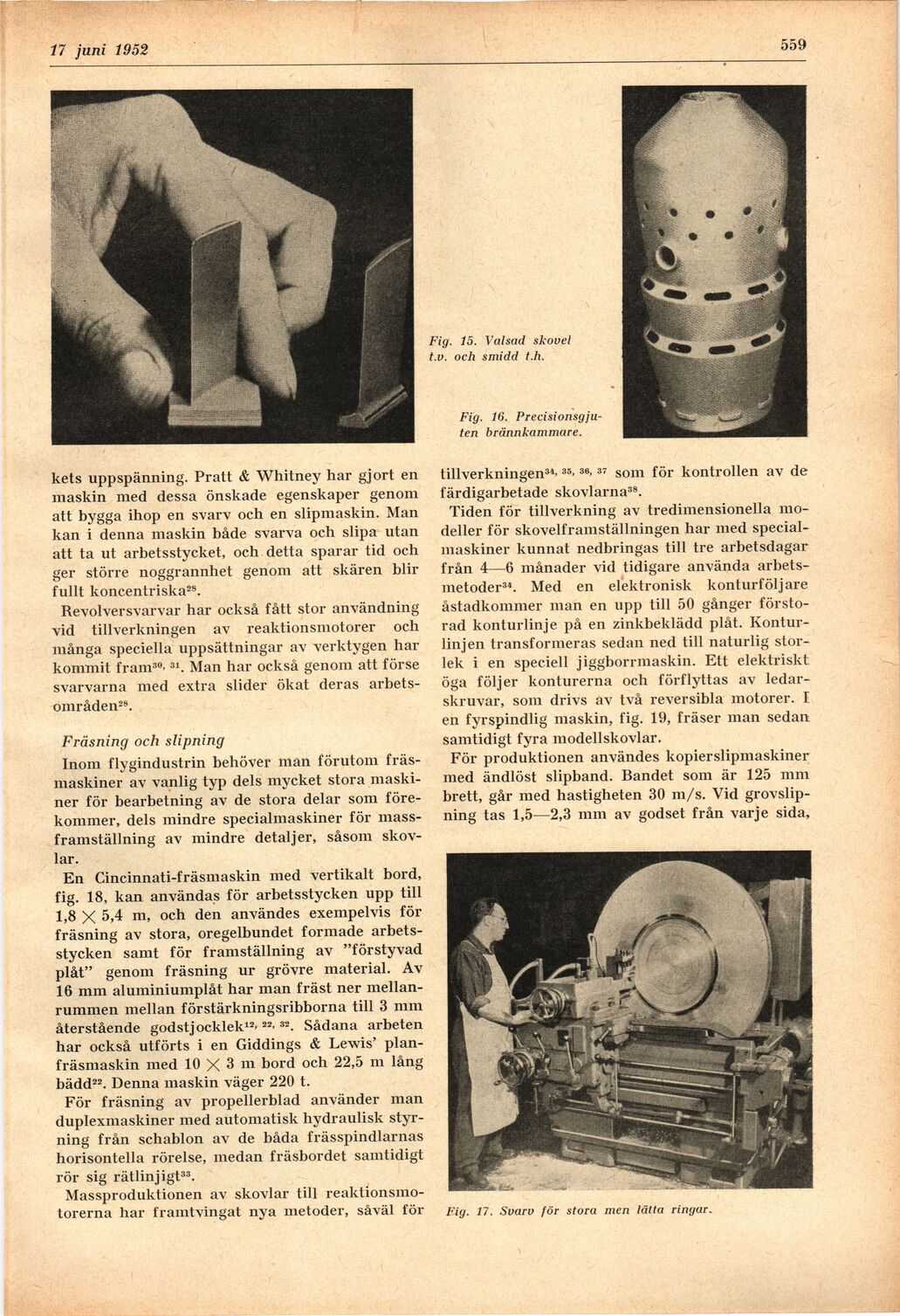
Fig. 15. Valsad skovel
t.v. och smidd t.h.
Fig. 16.
Precisionsgju-ten brännkammare.
kets uppspänning. Pratt & Whitney har gjort en
maskin med dessa önskade egenskaper genom
att bygga ihop en svarv och en slipmaskin. Man
kan i denna maskin både svarva och slipa utan
att ta ut arbetsstycket, och detta sparar tid och
ger större noggrannhet genom att skären blir
fullt koncentriska28.
Revolversvarvar har också fått stor användning
vid tillverkningen av reaktionsmotorer och
många speciella uppsättningar av verktygen har
kommit fram30’31. Man har också genom att förse
svarvarna med extra slider ökat deras
arbetsområden28.
Fräsning och slipning
Inom flygindustrin behöver man förutom
fräsmaskiner av vanlig typ dels mycket stora
maskiner för bearbetning av de stora delar som
förekommer, dels mindre specialmaskiner för
massframställning av mindre detaljer, såsom
skövlar.
En Cincinnati-fräsmaskin med vertikalt bord,
fig. 18, kan användas för arbetsstycken upp till
1,8 X 5,4 m, och den användes exempelvis för
fräsning av stora, oregelbundet formade
arbetsstycken samt för framställning av "förstyvad
plåt" genom fräsning ur grövre material. Av
16 mm aluminiumplåt har man fräst ner
mellanrummen mellan förstärkningsribborna till 3 mm
återstående godstjocklek12’ 22>32. Sådana arbeten
har också utförts i en Giddings & Lewis’
plan-fräsmaskin med 10 X 3 m bord och 22,5 m lång
bädd22. Denna maskin väger 220 t.
För fräsning av propellerblad använder man
duplexmaskiner med automatisk hydraulisk
styrning från schablon av de båda frässpindlarnas
horisontella rörelse, medan fräsbordet samtidigt
rör sig rätlinjigt33.
Massproduktionen av skövlar till
reaktionsmotorerna har framtvingat nya metoder, såväl för
tillverkningen34-35-36’37 som för kontrollen av de
färdigarbetade skovlarna38.
Tiden för tillverkning av tredimensionella
modeller för skovelframställningen har med
specialmaskiner kunnat nedbringas till tre arbetsdagar
från 4—6 månader vid tidigare använda
arbetsmetoder34. Med en elektronisk konturföljare
åstadkommer man en upp till 50 gånger
förstorad konturlinje på en zinkbeklädd plåt.
Konturlinjen transformeras sedan ned till naturlig
storlek i en speciell jiggborrmaskin. Ett elektriskt
öga följer konturerna och förflyttas av
ledar-skruvar, som drivs av två reversibla motorer. I
en fyrspindlig maskin, fig. 19, fräser man sedan
samtidigt fyra modellskovlar.
För produktionen användes kopierslipmaskiner
med ändlöst slipband. Bandet som är 125 mm
brett, går med hastigheten 30 m/s. Vid
grovslip-ning tas 1,5—2,3 mm av godset från varje sida,
Fig. 17. Svarv för stora men lätta ringar.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}