
Full resolution (JPEG) - On this page / på denna sida - H. 33. 16 september 1952 - Andras erfarenheter - Gjutformar av fenoplastbunden sand, av SHl - Minskning av kvävehalten i bessemerstål, av SHl - Olika faktorers inverkan på mikrohårdheten, av J Murkes

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
16 september 1952
■ 755
Till formarna används fin, lerfri gjutsand som först väts
med en lågviskös fenoplast för att den bindande plasten
skall fastna på sandkornen och segringar undvikas.
Sanden blandas sedan med ca 5 l0/o fenoplastpulver. Modellerna
besprutas före användningen med ett smörjmedel av
poly-siloxantyp för att formarna inte skall fastna vid dem. De
förvärms sedan vanligen till 200—260 °C men ibland ända
till 430°C.
Modellplattan läggs som lock över ett kärl innehållande
sand-fenoplastblandning. Kärlet vänds upp-och-ned, så att
sanden kommer i beröring med den varma modellplattan.
Det uppstår då på denna en mjuk skorpa, vars tjocklek
bestäms av den tid kärlet hålls i upp-och-nedvänt läge. Efter
lämplig tid vänds det rätt, överskottet på sand faller ned,
och plattan med vidhäftande skorpa går till en ugn där
plasten härdas t.ex. 1 min vid 360—385°C eller 2 min vid
320—370°C.
Formen (fig. 2) lossas slutligen från modellen. Den är då
hård, har släta, glasliknande ytor och kan lagras
obegränsad tid (Modern Plastics juni 1951; A W Calder Jr i Iron
Age 15 nov. 1951; D I Brown i Iron Age 15 nov. 1951;
Business Week 15 dec. 1951). SHl
Minskning av kvävehalten i bessemerstål. Det arbete,
som under de senaste tio åren nedlagts på förbättring av
den sura och basiska bessemerprocessen, har bl.a. inriktats
på sänkning av stålets kvävehalt till samma nivå som
uppnås i martinugnar.
En minskning av stålets absorption av kväve ur den
inblåsta luften kan ernås genom sådan ändring av
konvertern konstruktion, att stålet är i beröring med luften
så kort tid som möjligt. Genom att tillsätta malm och kalk
kan man åstadkomma indirekt färskning, varvid
blåsnings-tiden kan förkortas. Fagersta t.ex. har nått goda resultat
med denna metod kombinerad med blåsning av luften från
sidan nära stålbadets yta. Blåser man med syreanrikad
luft, kan relativt mycket malm och kalk tillsättas,
varigenom stålets kvävehalt sänks ytterligare.
Ett radikalt sätt att minska stålets kvävehalt är givetvis
att blåsa med en kvävefri gas. Ren syrgas kan emellertid
inte blåsas in på gängse sätt vid konverterns botten,
därför att temperaturen då skulle bli så hög, att dess
livslängd skulle bli för liten. Blåsning med en gas
innehållande mer än 40 ’% syre måste i praktiken ske mot
stålbadets yta. Man kan emellertid också späda ut syret med
andra gaser än kväve, t.ex. kolsyra eller ånga, som båda
använts med framgång.
Vid Domnarvet har sålunda försök gjorts att blåsa en
konventionell konverter med en blandning av 50—58 %
syre och 50—42 ’% kolsyra. Denna gasblandning gav vid
blåsningen ungefär samma temperatur som luft. Vid
förberedande blåsning med luft och defosforering med
syrekolsyra blev stålets kvävehalt 0,005—0,006 °/o mot
normalt 0,012 ’Vo. Genom att göra den förberedande
blåsningen med syreanrikad luft kunde man komma ned till
en kvävehalt på bara 0,003—0,004 %>. Blåsningstiden blev
något kortare, och vidare kunde sluttemperaturen väljas
uteslutande med hänsyn till tappningen och stålets
kvalitet, eftersom den inte behövde hållas låg för att undvika
absorption av kväve (B KatJLING m.fl. i Journal of the Iron
& Steel Institute aug. 1951, Jernkontorets Annaler 1951
h. 10). SHl
Olika faktorers inverkan på mikrohårdheten. Vid
hårdhetsmätningar enligt Vickers, varvid en diamantpyramid
intrycks i materialet, blir hårdhetstalen i stort sett
oberoende av belastningen. Detta gäller dock ej för
mikro-hårdhetsbestämningar. Olika faktorer kan föranleda
variation av mikrohårdheten vid olika belastningar och
t.o.m. vid en och samma belastning.
Man har sålunda fastställt att olika värden kan erhållas
vid mikrohårdhetsmätningar på ett och samma
material vid samma belastning beroende på i vilken punkt på
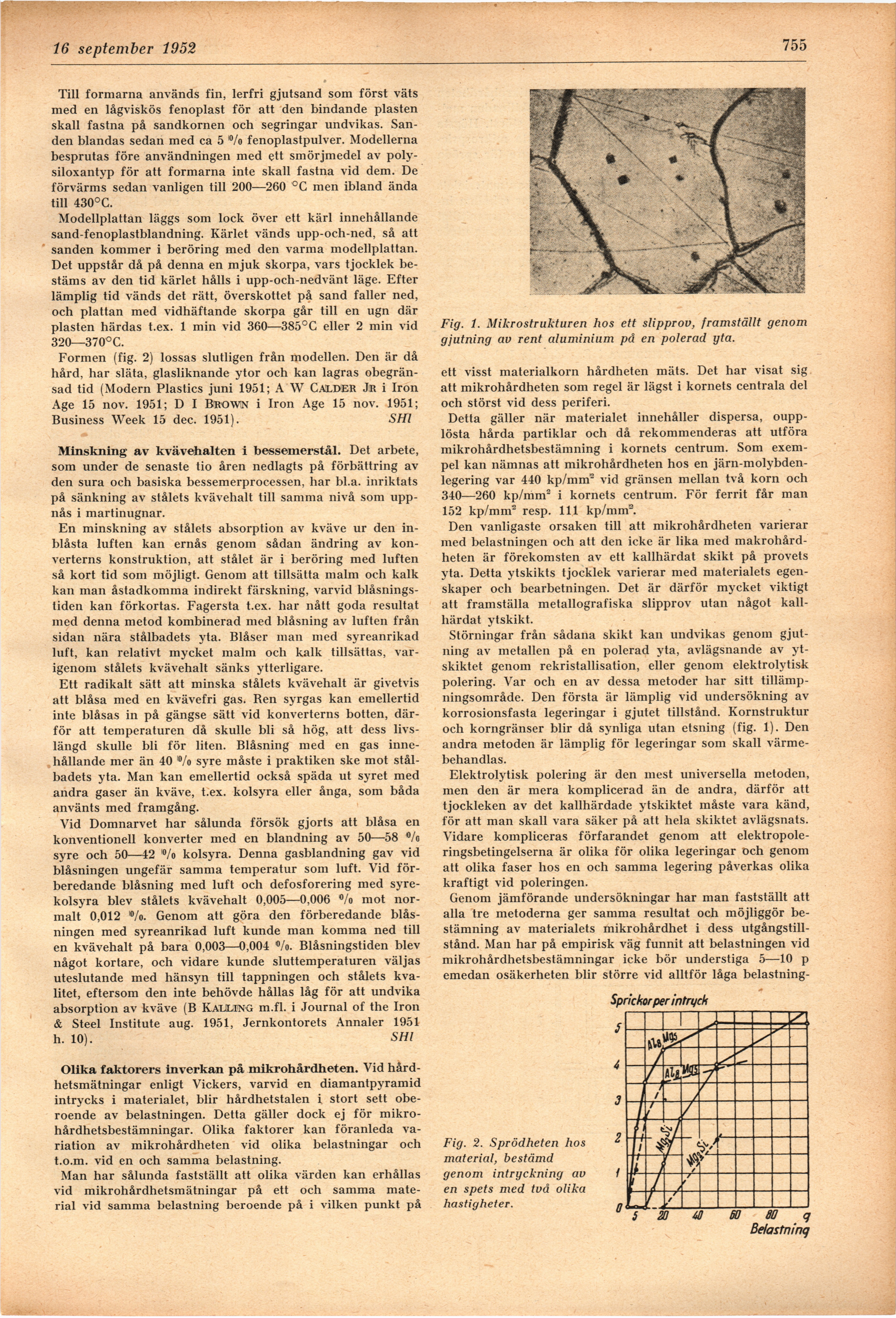
Fig. 1. Mikrostrukturen hos ett slipprov, framställt genom
gjutning av rent aluminium på en polerad yta.
ett visst materialkorn hårdheten mäts. Det har visat sig
att mikrohårdheten som regel är lägst i kornets centrala del
och störst vid dess periferi.
Detta gäller när materialet innehåller dispersa,
oupplösta hårda partiklar och då rekommenderas att utföra
mikrohårdhetsbestämning i kornets centrum. Som
exempel kan nämnas att mikrohårdheten hos en
järn-molybden-legering var 440 kp/mm2 vid gränsen mellan två korn och
340—260 kp/mm2 i kornets centrum. För ferrit får man
152 kp/mm2 resp. 111 kp/mm2.
Den vanligaste orsaken till att mikrohårdheten varierar
med belastningen och att den icke är lika med
makrohård-heten är förekomsten av ett kallhärdat skikt på provets
yta. Detta ytskikts tjocklek varierar med materialets
egenskaper och bearbetningen. Det är därför mycket viktigt
att framställa metallografiska slipprov utan något
kall-härdat ytskikt.
Störningar från sådana skikt kan undvikas genom
gjutning av metallen på en polerad yta, avlägsnande av
ytskiktet genom rekristallisation, eller genom elektrolytisk
polering. Var och en av dessa metoder har sitt
tillämpningsområde. Den första är lämplig vid undersökning av
korrosionsfasta legeringar i gjutet tillstånd. Kornstruktur
och korngränser blir då synliga utan etsning (fig. 1). Den
andra metoden är lämplig för legeringar som skall
värmebehandlas.
Elektrolytisk polering är den mest universella metoden,
men den är mera komplicerad än de andra, därför att
tjockleken av det kallhärdade ytskiktet måste vara känd,
för att man skall vara säker på att hela skiktet avlägsnats.
Vidare kompliceras förfarandet genom att
elektropole-ringsbetingelserna är olika för olika legeringar och genom
att olika faser hos en och samma legering påverkas olika
kraftigt vid poleringen.
Genom jämförande undersökningar har man fastställt att
alla tre metoderna ger samma resultat och möjliggör
bestämning av materialets mikrohårdhet i dess
utgångstillstånd. Man har på empirisk väg funnit att belastningen vid
mikrohårdhetsbestämningar icke bör understiga 5—10 p
emedan osäkerheten blir större vid alltför låga belastning-
Fig. 2. Sprödheten hos
material, bestämd
genom intryckning av
en spets med två olika
hastigheter.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}